Cnc Torna G Ve M Kodları

Cnc Torna G Kodlari Ve Anlamlari Cok Iyi Abi Cnc Sheet Music
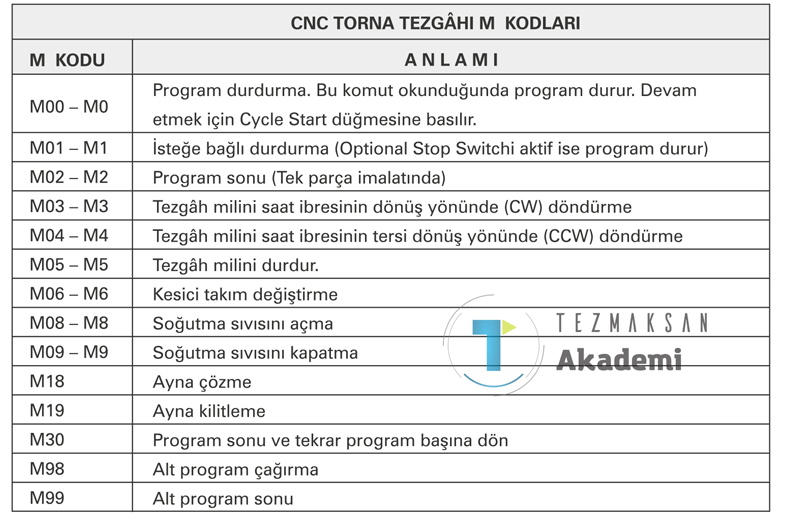
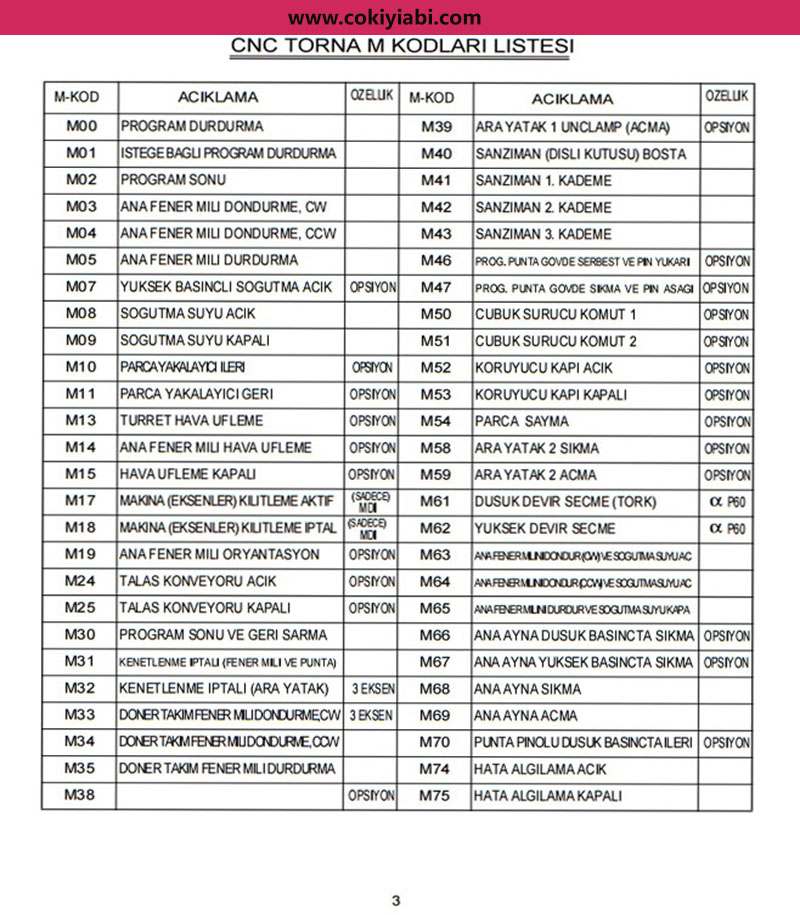
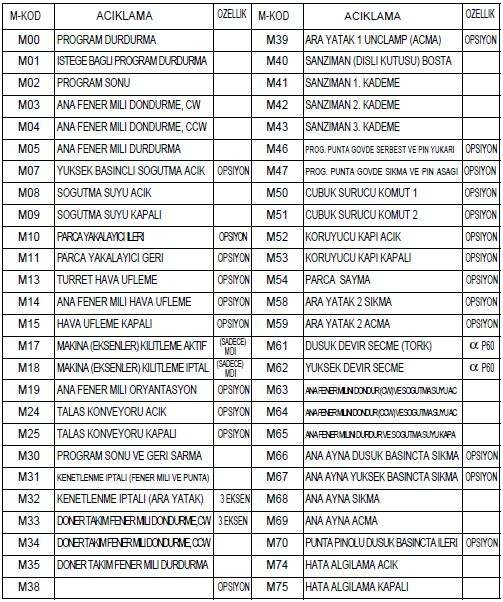
Cnc Torna Tezgahi M Kodlari Tezmaksan Akademi Egitim Notlari
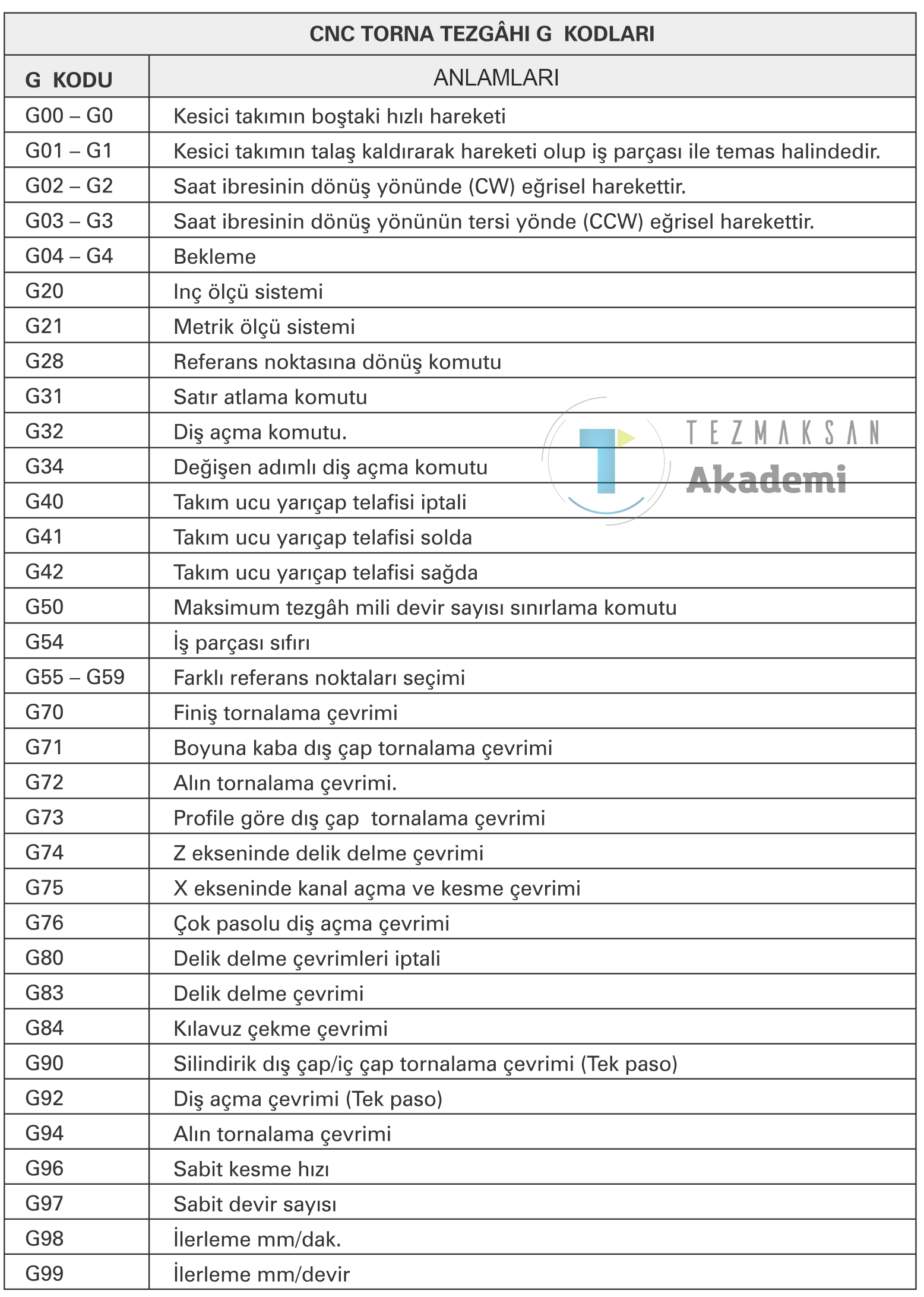
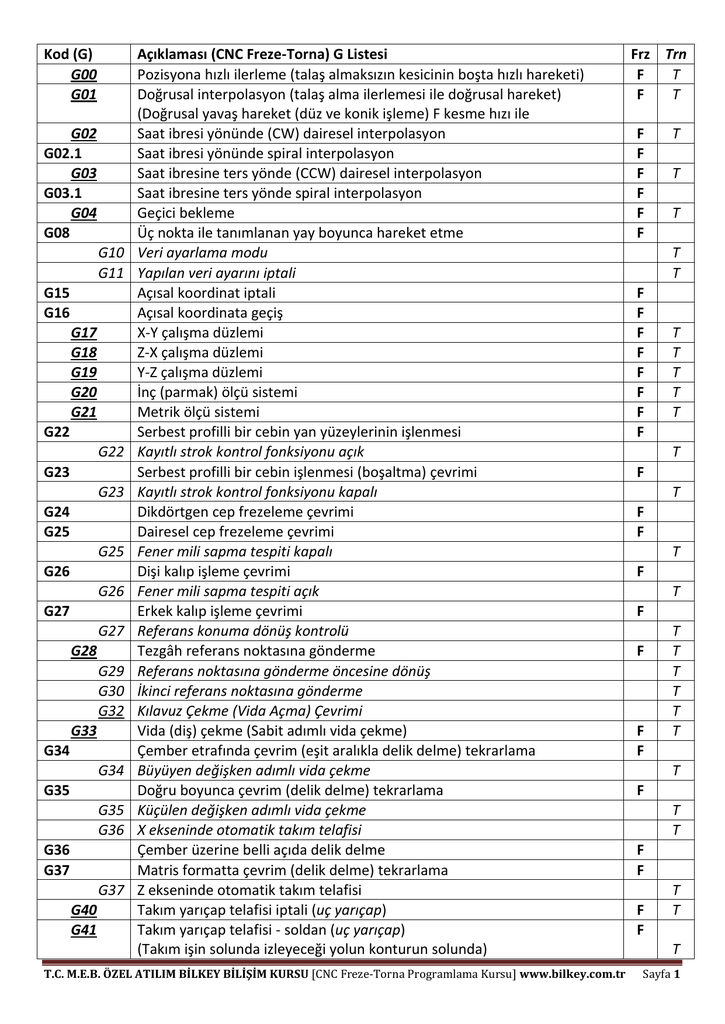
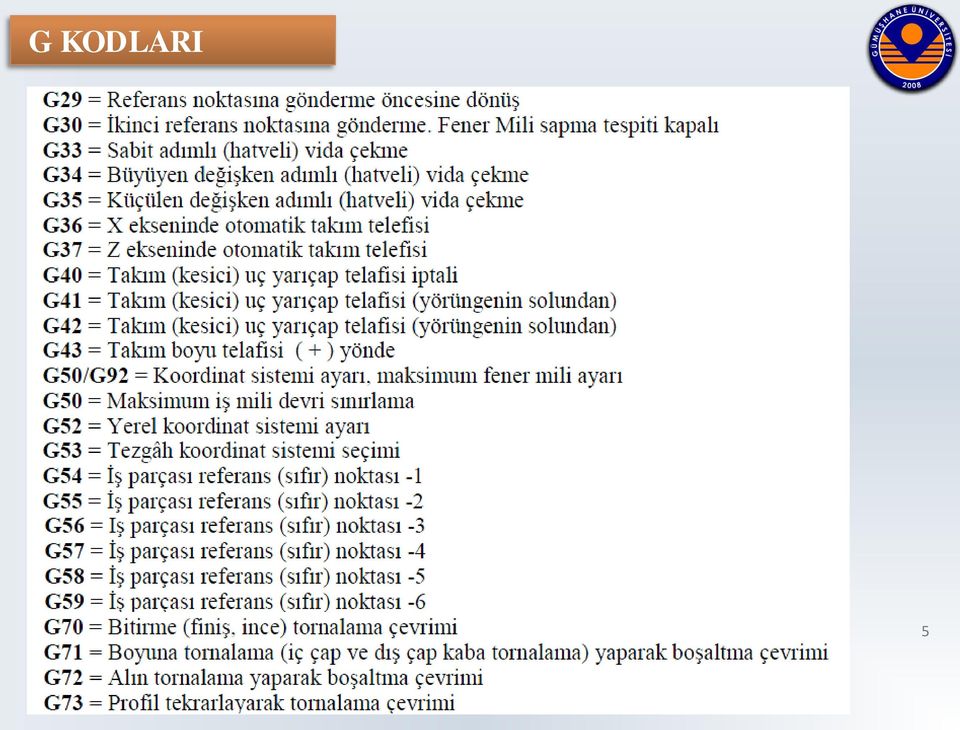
Cnc Torna Tezgahi G Kodlari Tezmaksan Akademi Egitim Notlari
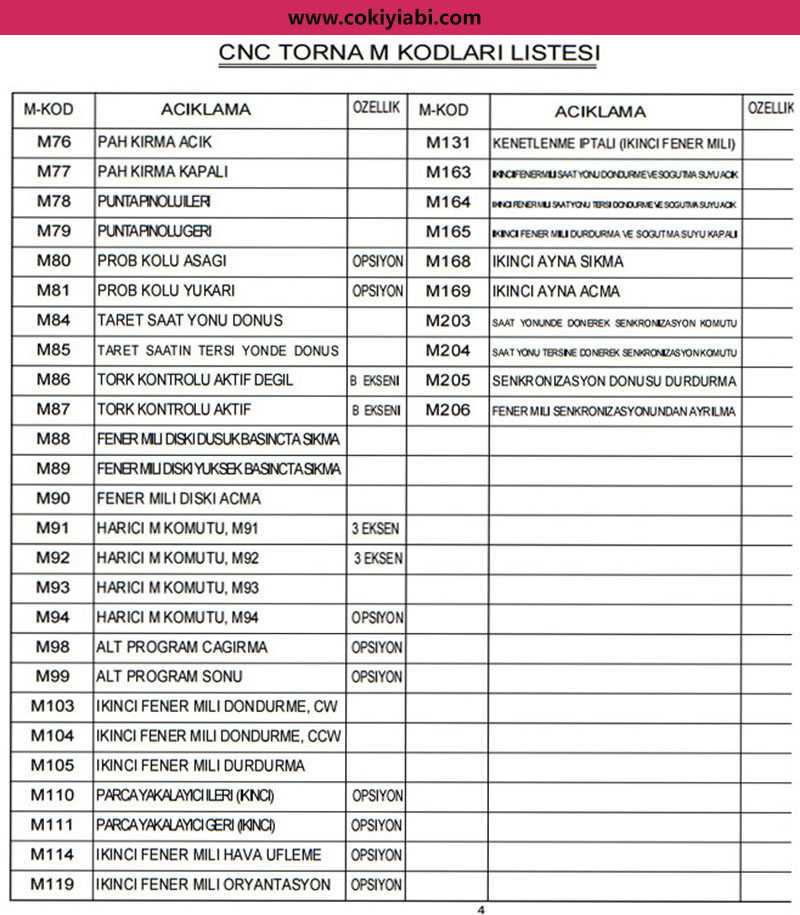
Cnc Torna M Kodlari Ve Anlamlari En Guzel Sozler Ve Mesajlar
Alex Tech Vt 10 Cnc Torna Tezgahi Kullanma Kilavuzu Sayfa 55 Ekilavuz Com
Cnc Torna M Kodlari Ve Anlamlari En Guzel Sozler Ve Mesajlar
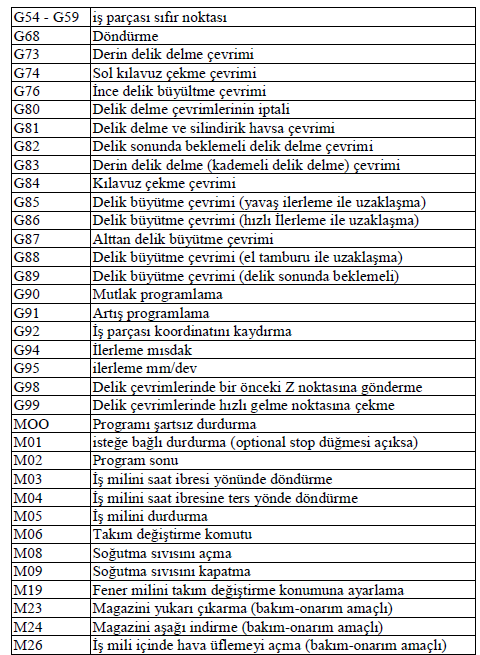
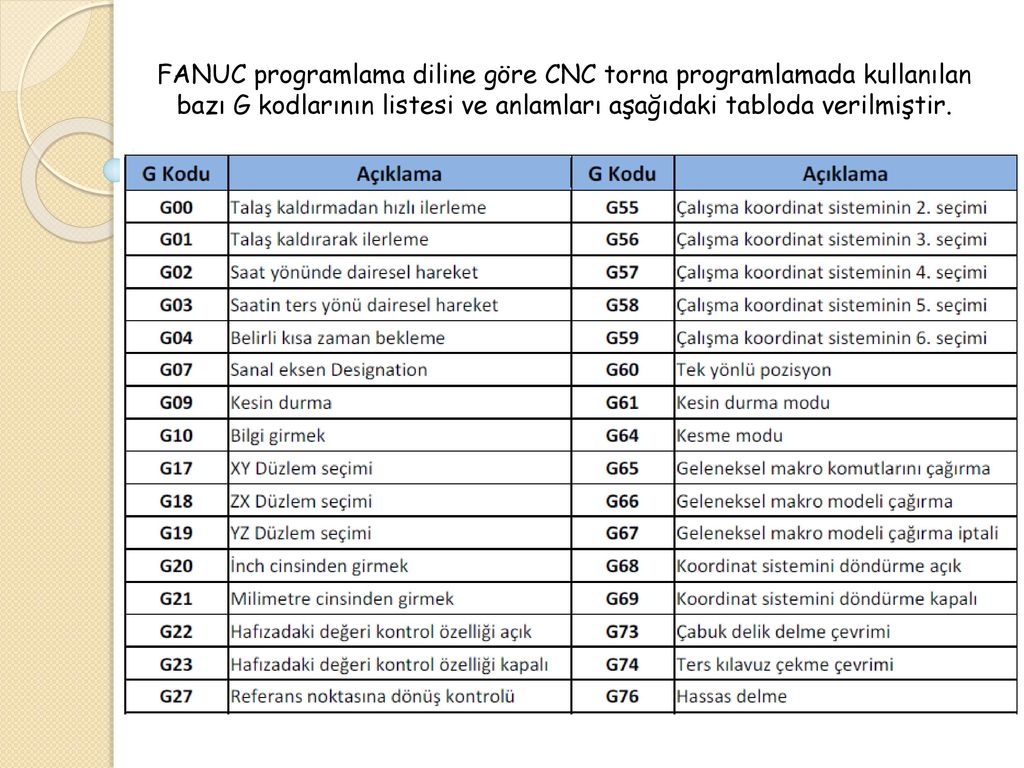
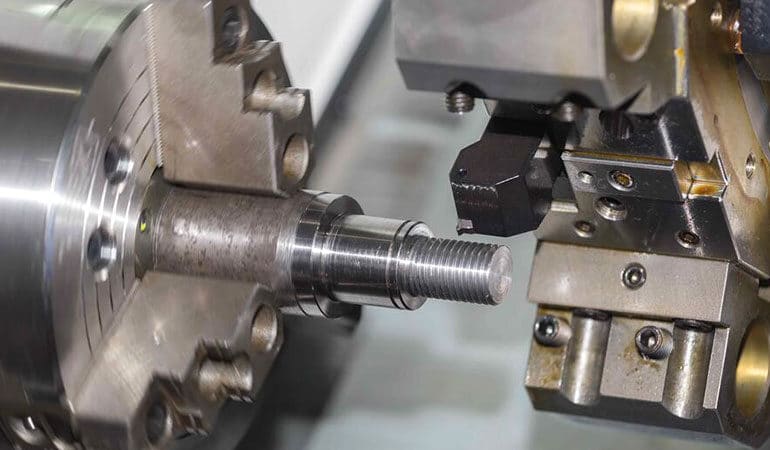
Cnc programlamada kullanılan kodlar.
Cnc torna g ve m kodları. Dorusal kesme hiziyla ilerleme. Cnc freze g kodları. G kodlari cnc torna tezgahı g00 kesici takımın talaş kaldırmadan boşta yaptığı hızlı hareket. X y çalişma yüzeyi seçimi.
Cnc torna programlamada kullanılan g ve m kodları. Cnc torna tezgahı g kodları. Y z çalişma yüzeyi seçimi. Cnc freze g ve m kodlari fanuc hazirlayici fonksiyon kodlari g kodu g00 hızlı doğrusal hareket.
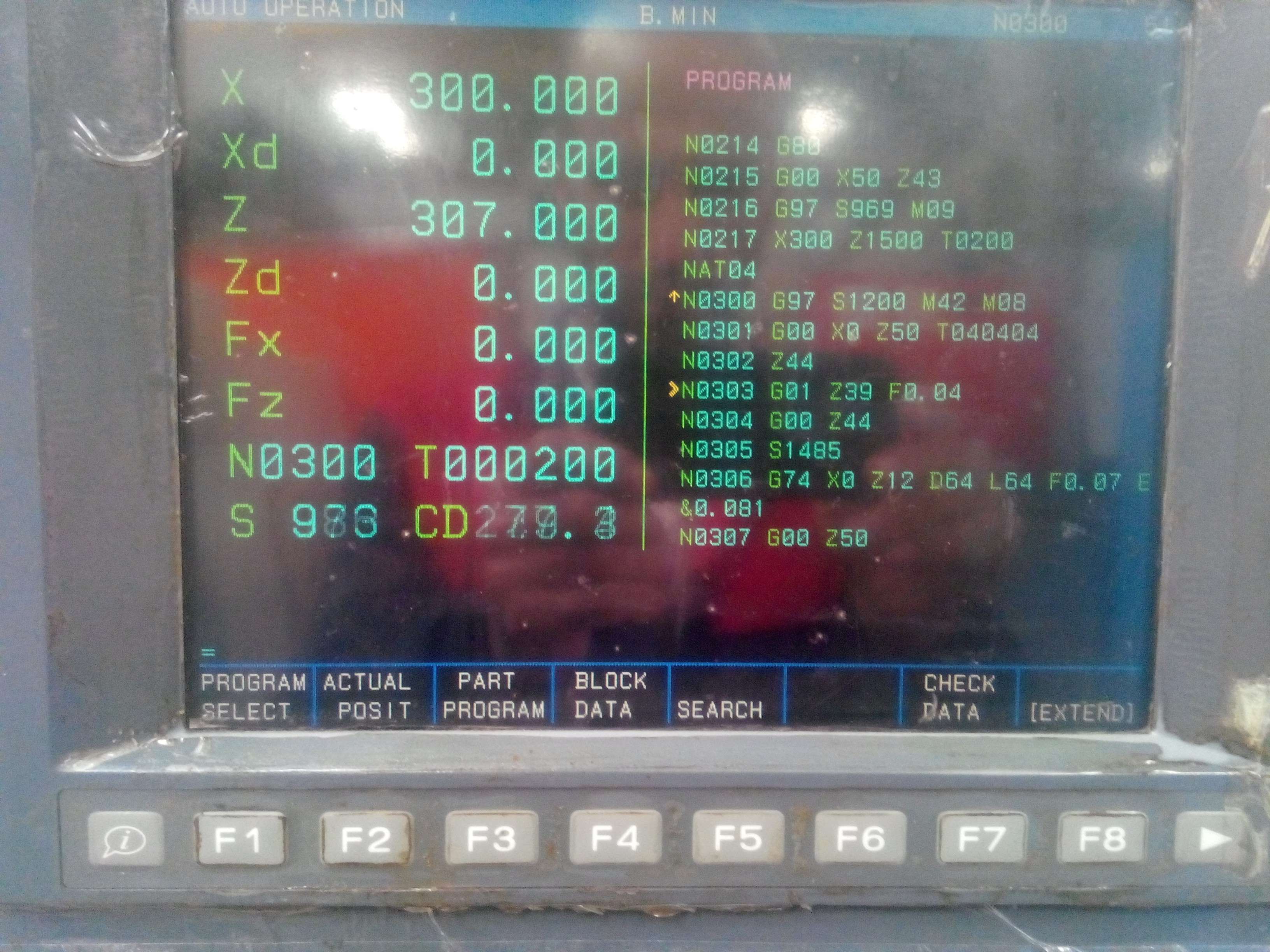
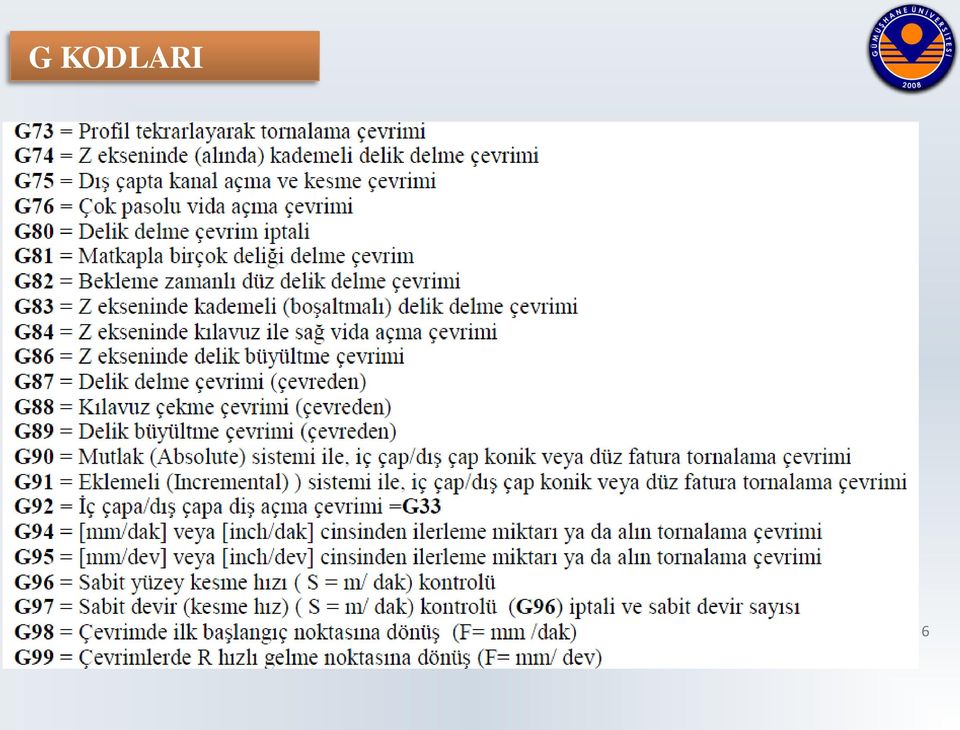
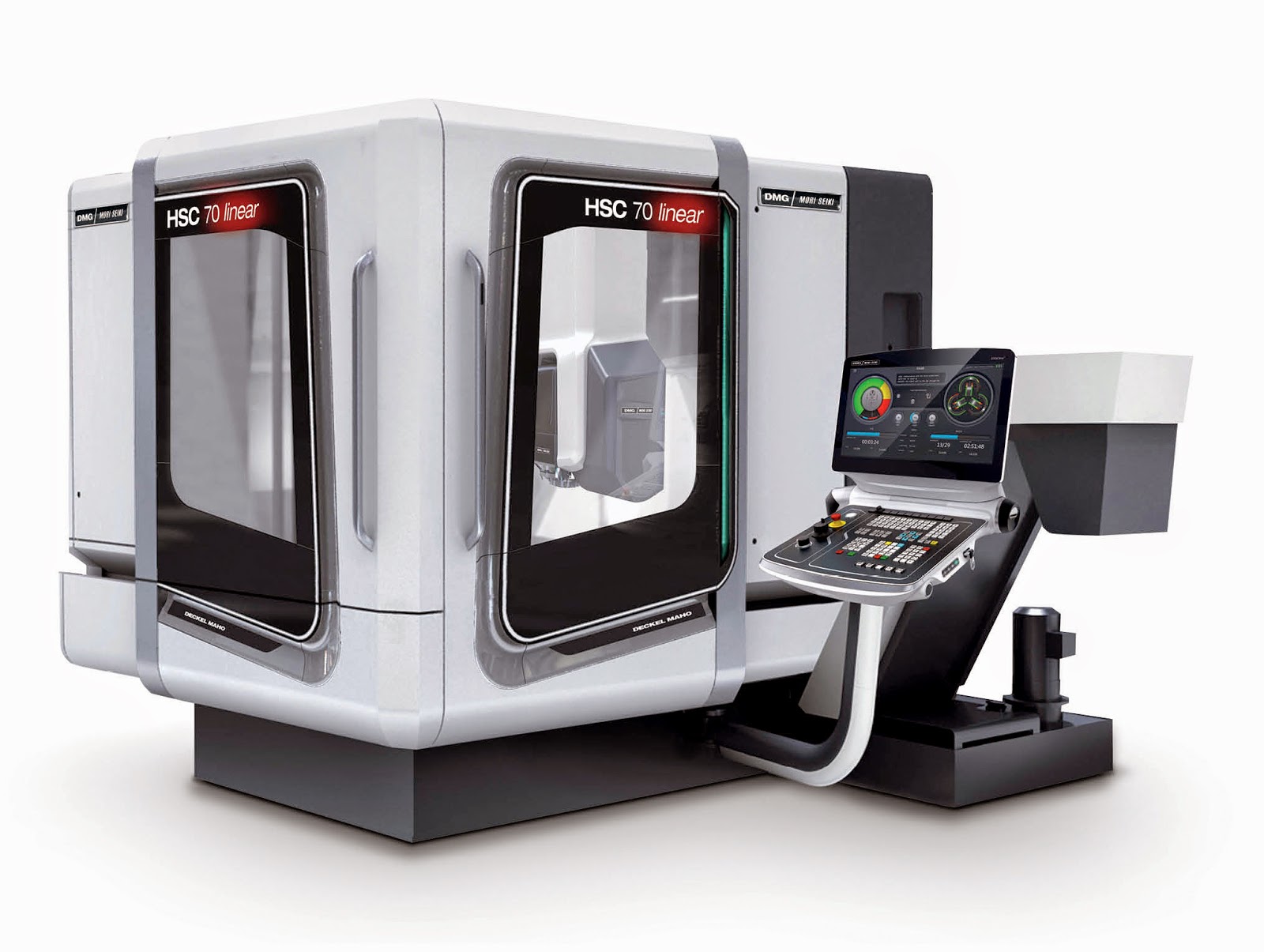
G01 istenilen ilerleme hızında doğrusal hareket. Bu kodlar anlayacağınız tarzda. G74 sol kilavuz çekme çevrimi çevrimin açıklaması g74 x. Cnc işleme merkezi tezgahları için programlamada kullanılan m ve g kodları ve anlamlarını buradan inceleyebilirsiniz.
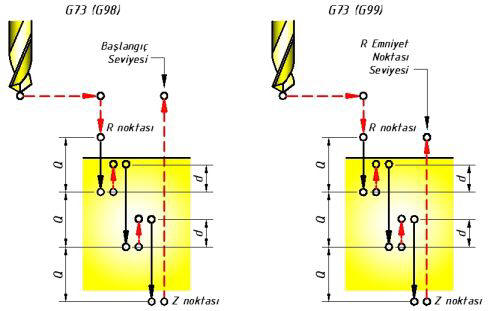
G02 saatin dönüş yönünde dairesel hareket. Goo go boşta hızlı ilerleme kesici takımın talaş kaldırmadan boştaki hızlı hareketi. Eğer g komutları tablosundan başka diğer g komutları kullanılırsa alarm meydana gelir. Emniyet noktası mesafesi p.
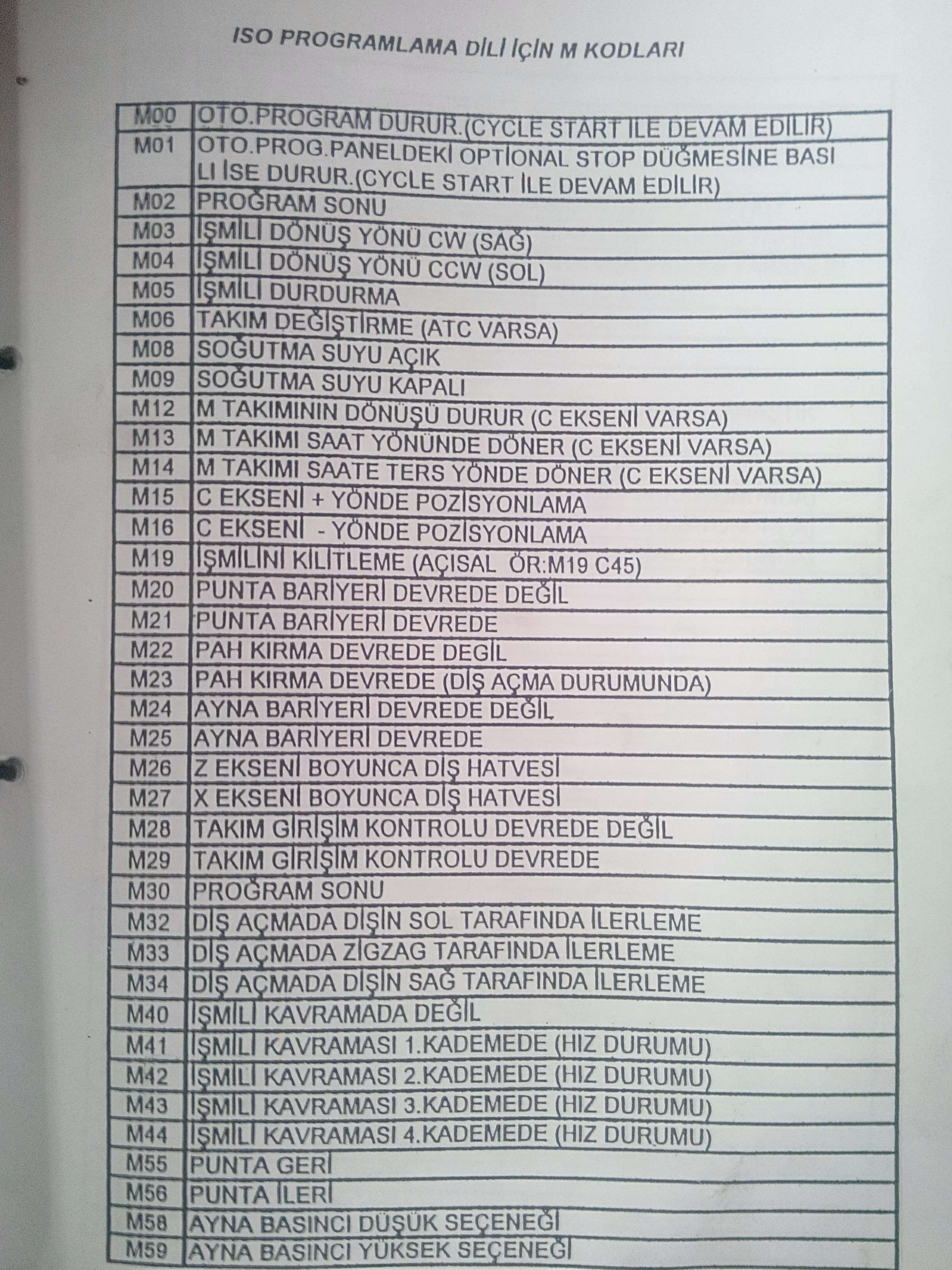
çoğu yerde kodların yanlış şekilde anlamı verilen ya da tam karşılığı verilmemiş anlamsız çevirilere rast gelebilirsiniz. Saat yönünün tersinde dairesel hareket. G01 doğrusal ilerleme kesme ilerlemesi. M harfi ve bunu takip eden 2 haneli rakamlardan oluşur.
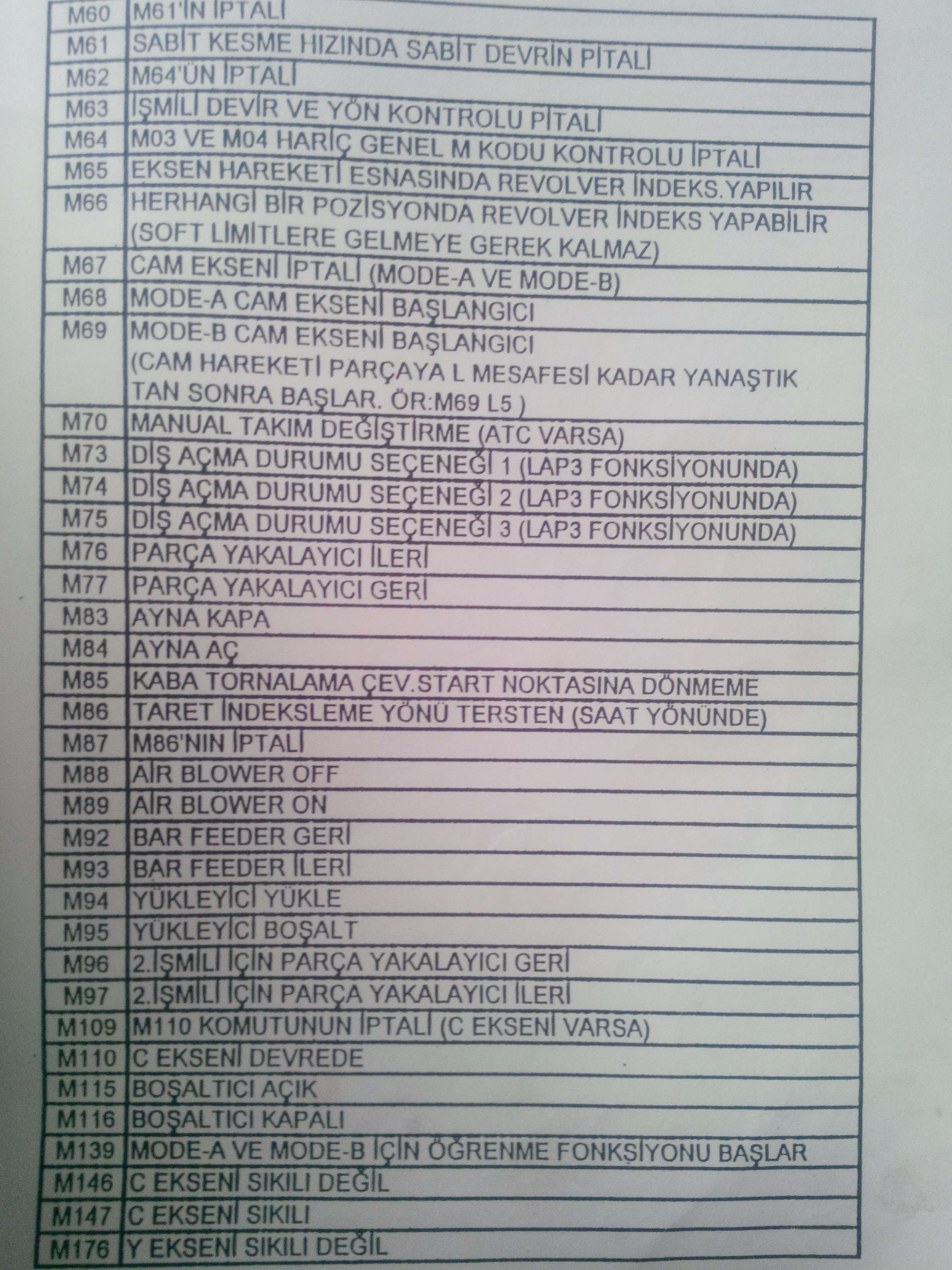
Cnc programlama m kodları ve onu takip edilen sayılar makinanın fonksiyonlarını açma kapama için kullanılırlar. Ilerleme mm devir m kodları. G00 g01 ve g90 g91 için her iki kod birbirlerini parametre ile iptal eder. Bu kodlar kesme işlemini kolaylaştıran kodlar olup aynı satırda iki m kodu kullanılmaz.
Cnc torna tezgahı m kodları mnn m kodları cnc tor n a programlarının yazımında kullanılan yardımcı fonksiyon kodlarıdır. G00 g99 arasında numaralandırılan g kodları talaş kaldırma işlemlerinde cncprogramlarının yazımında en önemli kodların başında gelmektedir. G01 kesici takımın talaş kaldırarak yaptığı hareket. Cnc g ve m kodları tamamı genel kullanılan kodlar.
Iş milini döndürme veya durdurma gibi 0212 786 62 00. G17 g40 g49 g80. G73 x20 y15 z 30 r5 q5 f50. Delik pozisyonu verileri z.
Delik derinliği r. G03 saatin tersi dönüş yönünde dairesel hareket. G02 saat yönünde dairesel hareket cw. G kodları aşağıda gibi sınıflandırılır.
X z çalişma yüzeyi seçimi. Delik dibindeki bekleme zamanı.
Bilkey Cnc Torna Freze Programlama Kursu G Ve M Kodlari Listesi

Cnc Torna Programlamada Kullanilan G Ve M Kodlari Tezmaksan Makina
Cnc Torna Okuma M Kodlari Ve Aciklamalari En Guzel Sozler Ve Mesajlar
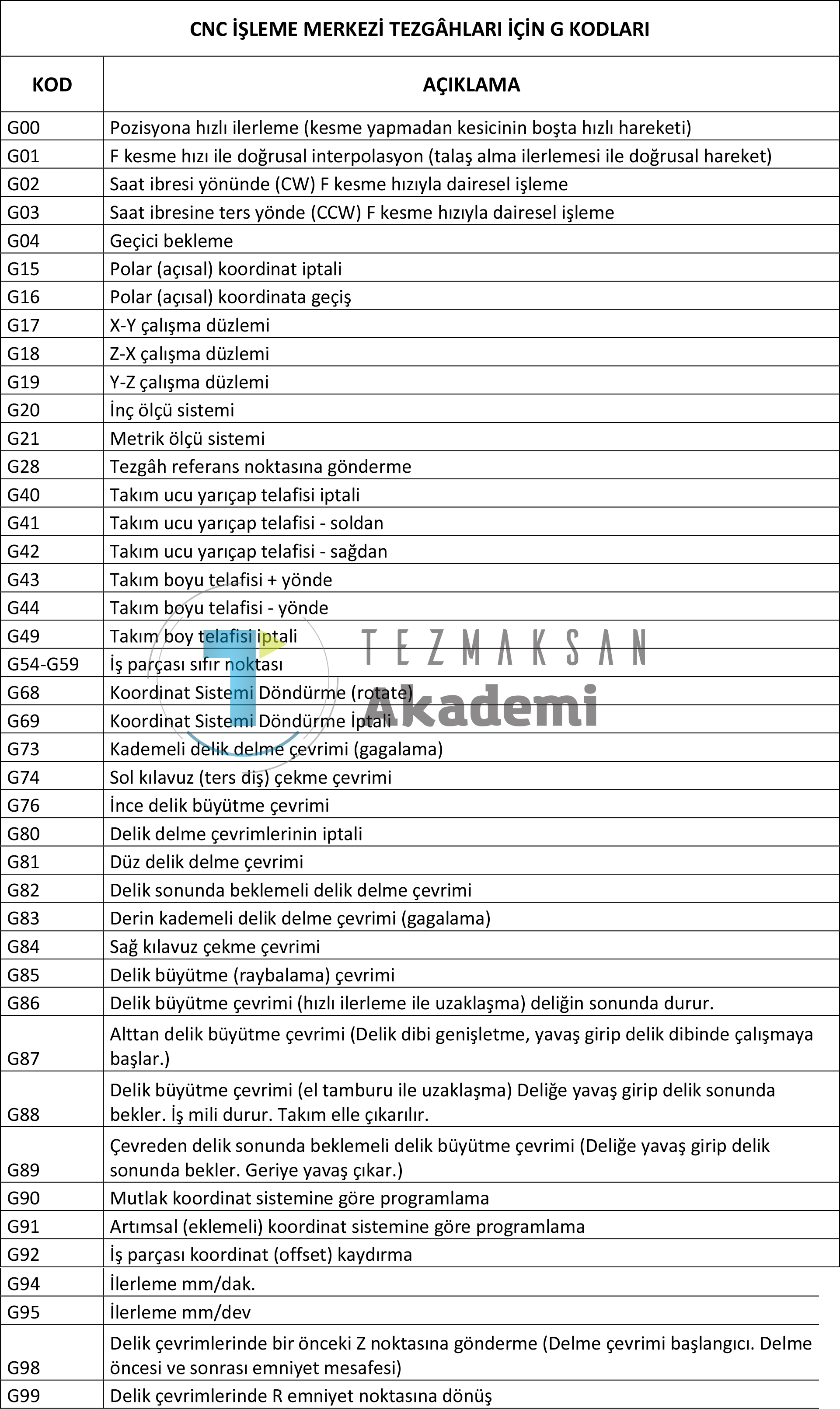
Cnc Isleme Merkezi Tezgahlari Icin G Kodlari Tezmaksan Akademi

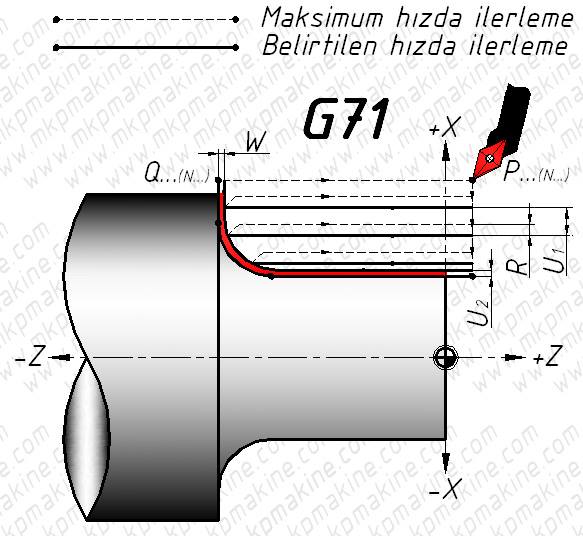
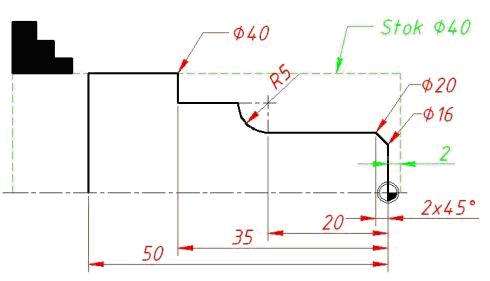
Fanuc Cnc Torna Cevrimleri M Ve G Kodlari Cnc Program X Z Eksenleri Cnc Torna G71 G70 Cevrim Ornek Program G99 G40 To1o1 G97 S1500 M3 Go X47 Z10 Z0 M8

Cnc Icin 30 Fikir Cnc Torna Guzel Soz

Fanuc Cnc G Kodlari Ve Anlamlari
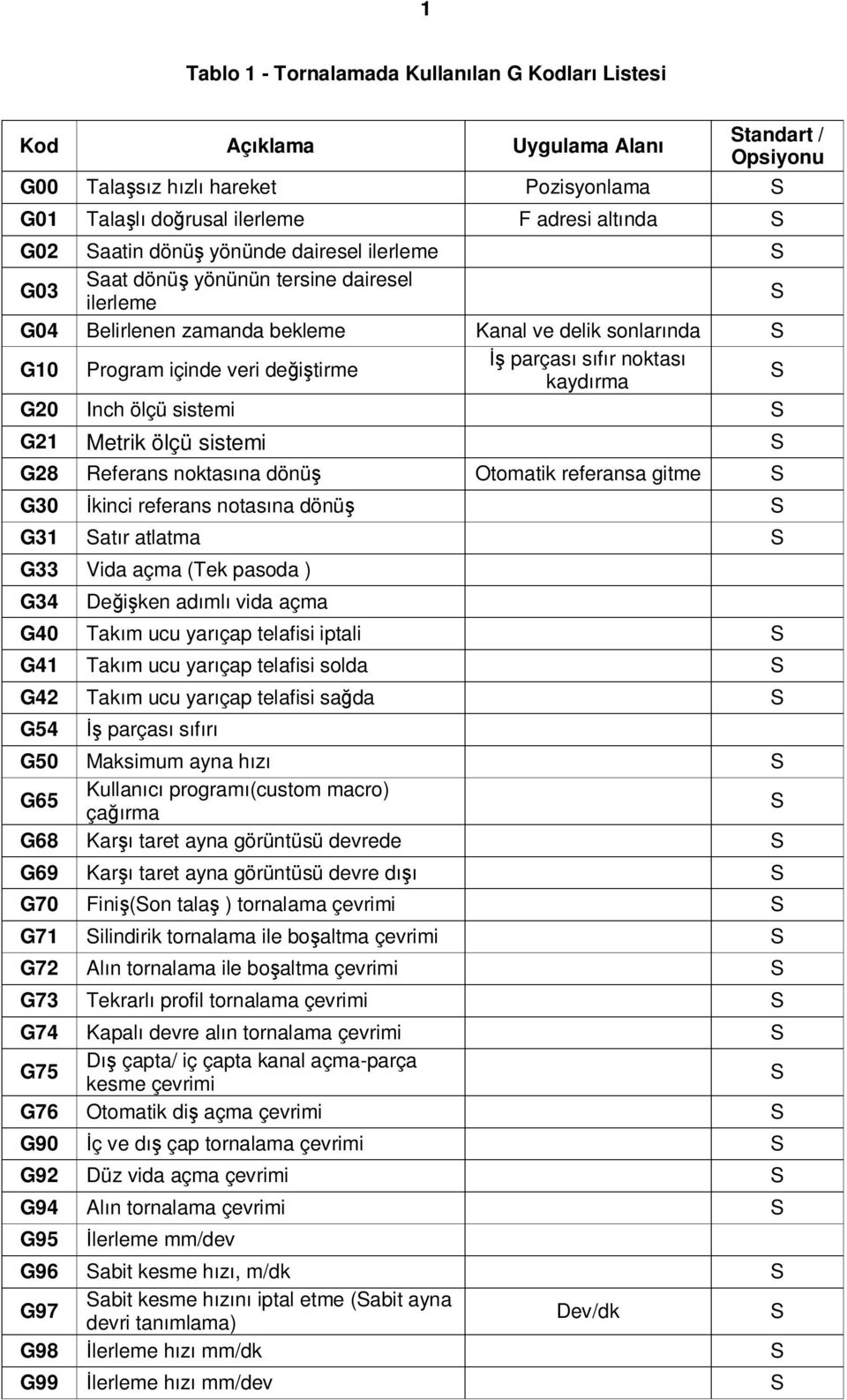
Tablo 1 Tornalamada Kullanilan G Kodlari Listesi Pdf Ucretsiz Indirin

Cnc Programlama Rehberi Puma Pdf Free Download
Taiwan Takisawa Nex 115 Cnc Torna Tezgahlari Kullanma Kilavuzu Sayfa 10 Ekilavuz Com

Cnc Isleme Merkezi Tezgahlari Icin M Ve G Kodlari Tezmaksan Makina
Cnc Torna Kodlari Ve Anlamlari En Guzel Sozler Ve Mesajlar

Fanuc Cnc Torna Cevrimleri M Ve G Kodlari Cnc Program X Z Eksenleri Photos Facebook

Cnc Torna Yardim Ve Bilgi Home Facebook

Cnc Torna G Ve M Kodlari Guncel Makina
Goodway Ga 2600 Cnc Torna Tezgahi Kullanma Kilavuzu Sayfa 34 Ekilavuz Com

Cnc Pratik Bilgiler For Android Apk Download

Cnc Programlama Rehberi Puma Pdf Ucretsiz Indirin

Fanuc Cnc Torna Cevrimleri M Ve G Kodlari Cnc Program X Z Eksenleri Cnc Torna G72 Cevrim Facebook
Kisa Program Yazma Mdi Pdf Ucretsiz Indirin
Cnc Kodlari Cnc G Kodlari Cnc M Kodlari Cnc Cevrim Kodlari Cnc Ornek Programlar Bilyali Vidali Mil Cnc Freze Satilik Freze Torna Servisleri Matkap Freze Servisleri Sutunlu Matkap Tezgahi Servisleri Matkap Tezgahi
Cnc Torna Okuma M Kodlari Ve Aciklamalari En Guzel Sozler Ve Mesajlar
Cnc Torna Tezgahlarinin Programlanmasi Pdf Free Download

Cnc Freze Kodlari Yonetilen Bilgisayarlar

Spinner Sb Cnc Torna Tezgahi Kullanma Kilavuzu Sayfa 37 Ekilavuz Com

Fanuc Cnc Torna Cevrimleri M Ve G Kodlari Cnc Program X Z Eksenleri Photos Facebook

Cnc Pratik Bilgiler For Android Apk Download

Cnc Torna Programlamada Kullanilan G Ve M Kodlari Tezmaksan Makina

Cnc Torna Ornek Program Ve Dis Cekme Mr Muhendis
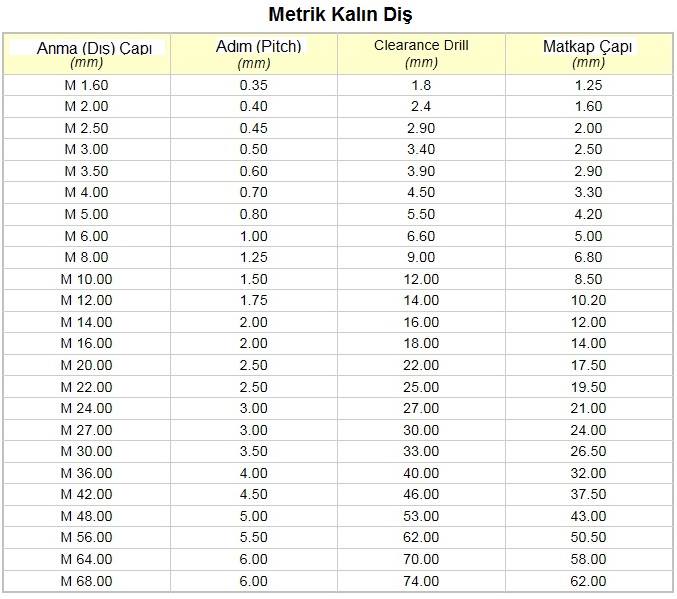
Fanuc Cnc Torna Cevrimleri M Ve G Kodlari Cnc Program X Z Eksenleri Metrik Vida Tablosu Facebook
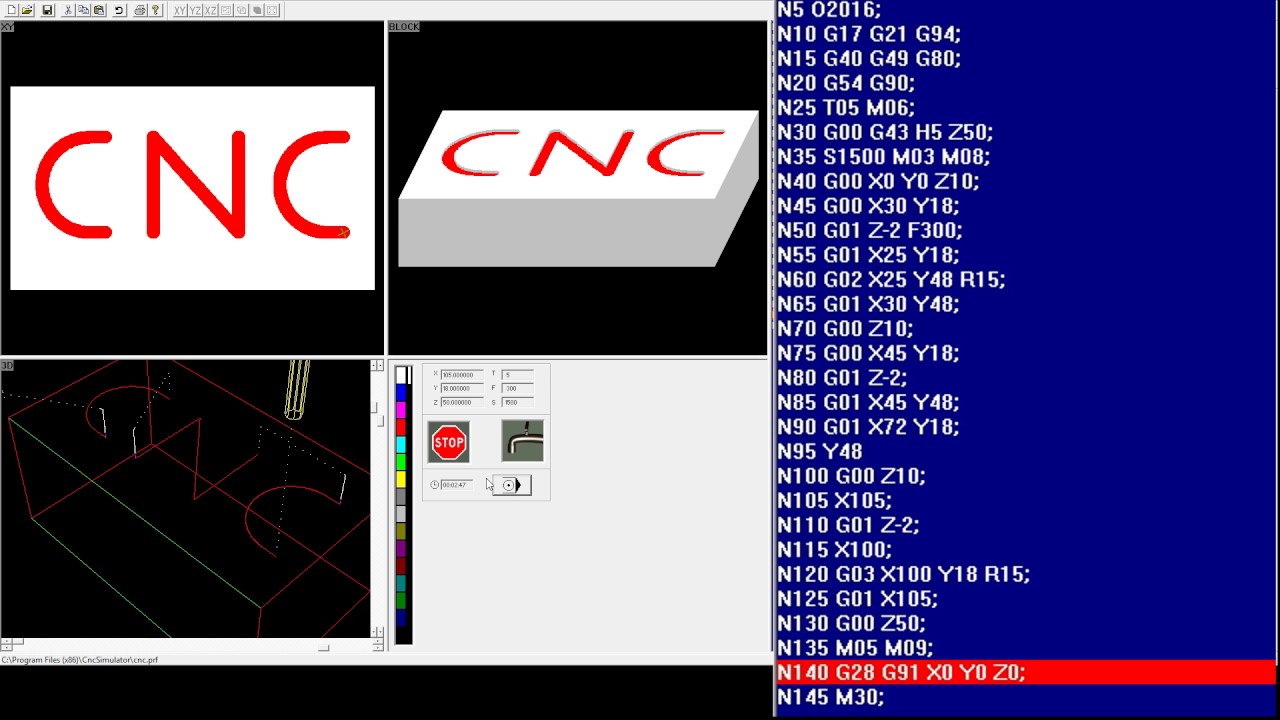
Cnc Freze Programlama Ornekleri Youtube

Bircok Cinli Cnc Torna G Ve M Kodlari Toptancidan Toptan Fiyatina Online Cnc Torna G Ve M Kodlari En Iyi Alim Cnc Torna G Ve M Kodlari Alibaba Com

Cnc Torna Yuksek Makine Muhendisi Hamit Arslan

Cnc Torna G71 Cevrimi Aciklama Ve Ornekler Cncforum Net

Goodway Gls 200 M Cnc Torna Tezgahi Tezmaksan Makina

Cnc Egitim G Kodlari Ve M Kodlari Nedir Cncforum Net

G M Kodlari Cncmeslek

Solidcam Torna G Kodu Nasil Cikartilir Youtube

100w Mini Cnc Torna Makinesi Maksimum Donum Capi 100mm 0 2800rpm G Kodu M Kodu Kucuk Torna J10001cnc A Icin Cnc Ogretim Torna Aliexpress
Cnc Kullanma Ve Program Egitimi Vatan Cnc

Cnc Torna G76 Cevrimi Vida Acma Ve Dis Cekme Cncforum Net

Cnc Programlama G Kodlari Cnc Ileri Teknoloji
Https Www Bilkey Com Tr Online Kurs Kurtkoy Cnc Cnc Torna Ders Notlari Pendik Pdf

Cnc Torna Bekleme Ve Refaransa Gonderme Kodlari Cok Iyi Abi Cnc

Cnc Torna Programlama Ornekleri Makine Egitimi
Http Www Ozguracar Com Tr Wp Content Uploads 2018 11 Cnc Sunum Pdf
Fanuc Cnc Torna Cevrimleri M Ve G Kodlari Cnc Program X Z Eksenleri Photos Facebook
Https Abs Mehmetakif Edu Tr Upload 0186 1908 Dosya Pdf

Cnc Torna Tezgahlari Ve Kullanim Alanlari Tezmaksan Makina

Cnc Ders Notu
Cnc Torna Yuksek Makine Muhendisi Hamit Arslan
2

Slider 2

Cnc Pratik Bilgiler Aplikasi Di Google Play
Cnc Torna Okuma M Kodlari Ve Aciklamalari En Guzel Sozler Ve Mesajlar

Fanuc Cnc Torna Cevrimleri M Ve G Kodlari Cnc Program X Z Eksenleri Photos Facebook

Dmc Dmc 6glm Cnc Torna Tezgahlari Kullanma Kilavuzu Sayfa 13 Ekilavuz Com
Cnc Pratik Bilgiler For Android Apk Download

Cnc Torna G90 Cevrimi Kaba Bosaltma Cncforum Net
Fanuc Cnc Torna Cevrimleri M Ve G Kodlari Cnc Program X Z Eksenleri Photos Facebook

Cnc Torna Programlama Ornekleri Makine Egitimi
Bilgisayar Destekli Tasarim Bdt Computer Aided Design Cad Ppt Indir

Goodway Gts 200 Mmx Cnc Torna Tezgahi Tezmaksan Makina

Pdf Cnc Torna Tezgahlari Icin Simulasyon Yapabilen Sayisal Denetim Programi

Siemens Cnc Torna Cycle 95 Aciklama Ve Ornekler Cncforum Net

Cnc Torna Ornek Program Ve Dis Cekme Mr Muhendis
Http Personel Klu Edu Tr Dosyalar Kullanicilar Pasa Yaman Dosyalar Dosya Ve Belgeler Cnc Dik Islem Merkezi Foy Pdf
Https Abs Mehmetakif Edu Tr Upload 0186 1908 Dosya Pdf

Cnc Torna M Kodlari Cnc Makina Kodlari Bilincliyiz Com
Cnc Torna Tezgahlarinin Programlanmasi Pdf Free Download
Fanuc Cnc Torna Cevrimleri M Ve G Kodlari Cnc Program X Z Eksenleri Photos Facebook

100w Mini Cnc Torna Makinesi Maksimum Donum Capi 100mm 0 2800rpm G Kodu M Kodu Kucuk Torna J10001cnc A Icin Cnc Ogretim Torna Aliexpress
Cnc Torna Program Yazma Ve Ogrenme En Guzel Sozler Ve Mesajlar
Http Personel Klu Edu Tr Dosyalar Kullanicilar Aliyyekara Dosyalar Dosya Ve Belgeler Ders 5 Torna Tezg C3 A2hi Programlamasi V2 Pdf
Vatan Cnc Y Eksenli Torna Jyoti Ax200my 325

Cnc Torna G71 Ile Program Yazma 1 Youtube

Cnc Islem Merkezi Cncmeslek

Cnc Torna Programlama Ornekleri Makine Egitimi

Cnc Pratik Bilgiler For Android Apk Download
Fanuc Cnc Torna Cevrimleri M Ve G Kodlari Cnc Program X Z Eksenleri 2020
Http Adanaeml Meb K12 Tr Meb Iys Dosyalar 01 01 111715 Dosyalar 2018 10 07195312 Cnc Programlama Pdf

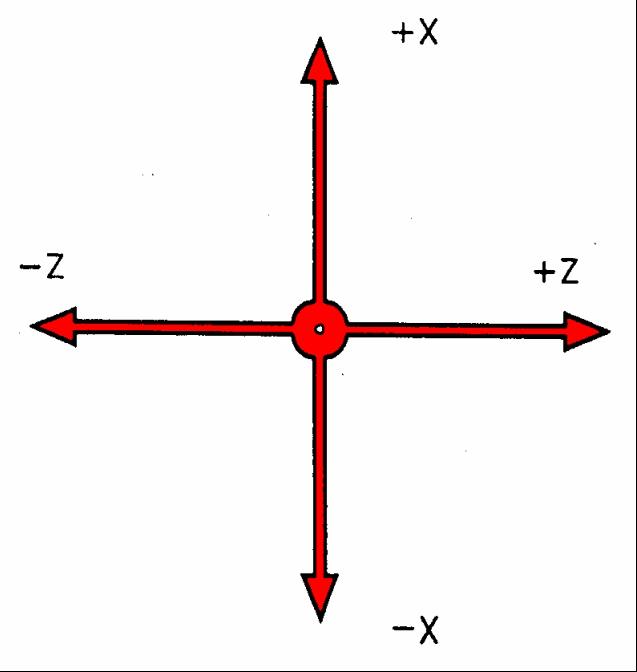
Cnc Takim Tezgahlarinda Eksenler Tezmaksan Makina

Cnc Kodlari Cnc G Kodlari Cnc M Kodlari Cnc Cevrim Kodlari Cnc Ornek Programlar Bilyali Vidali Mil Cnc Freze Satilik Freze Torna Servisleri Matkap Freze Servisleri Sutunlu Matkap Tezgahi Servisleri Matkap Tezgahi
Cnc Torna Egitimi Cnc Akademi
Pendik Cnc Torna Kursu Cnc Torna Programlama Kursu Kurtkoy
Http Personel Klu Edu Tr Dosyalar Kullanicilar Pasa Yaman Dosyalar Dosya Ve Belgeler Cnc Dik Islem Merkezi Foy Pdf

Cnc Torna G92 Cevrimi Duz Ve Konik Dis Acma Cncforum Net

Vatan Cnc Torna Kayar Otomat Isleme Merkezi
Makina Ve Teknik Resim Ibrahim Guler Alican Akbas Cnc Torna Kodlari

Best Top Cnc Freze List And Get Free Shipping A236

Cnc M Kodlari Ve Aciklamalari Mr Muhendis

Cnc Programlama G Ve M Kodlari Tools Metalworking

Cnc Torna Tum G Ve M Kodlari En Guzel Sozler Ve Mesajlar
