Cnc Freze G Ve M Kodları
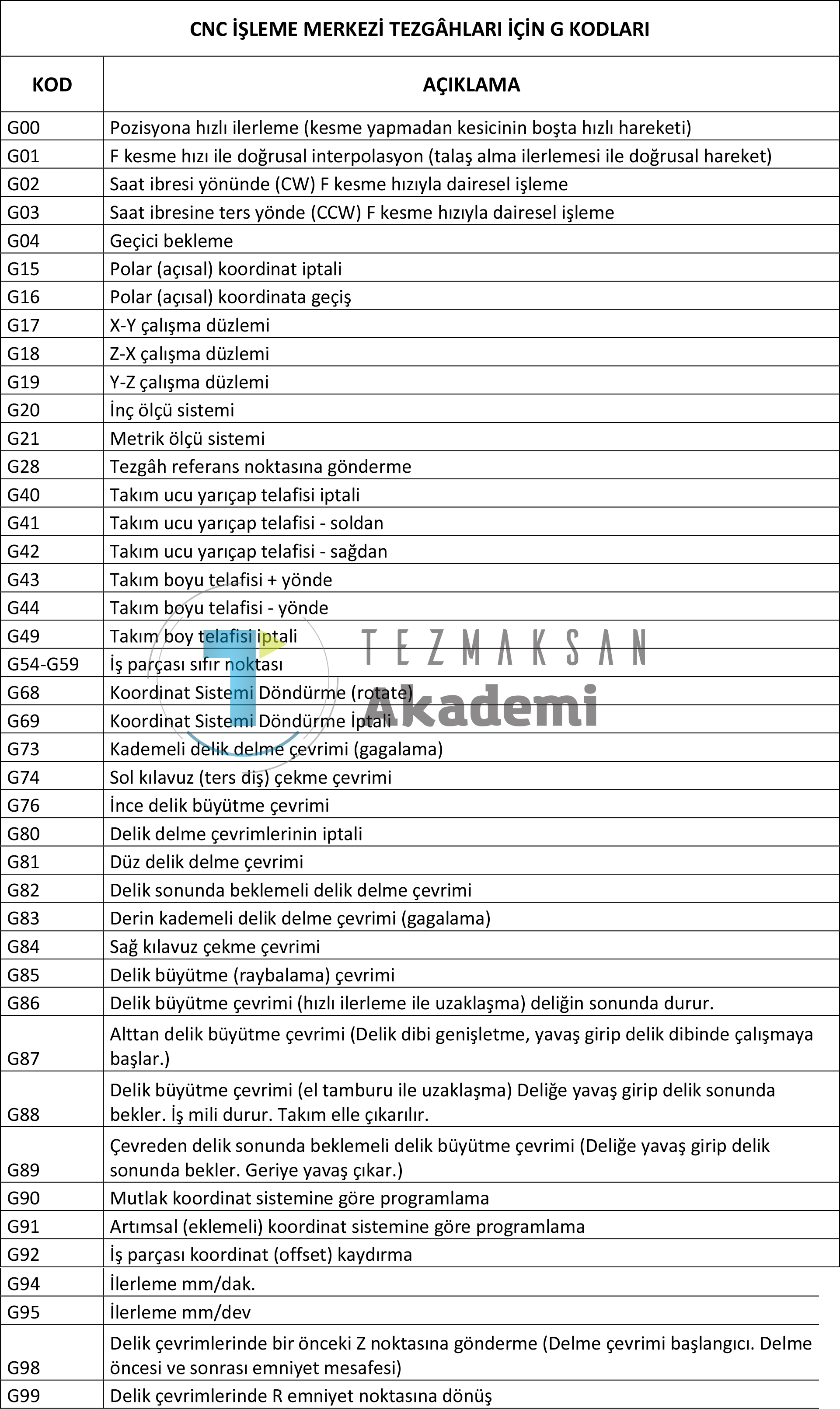
Cnc Isleme Merkezi Tezgahlari Icin G Kodlari Tezmaksan Akademi
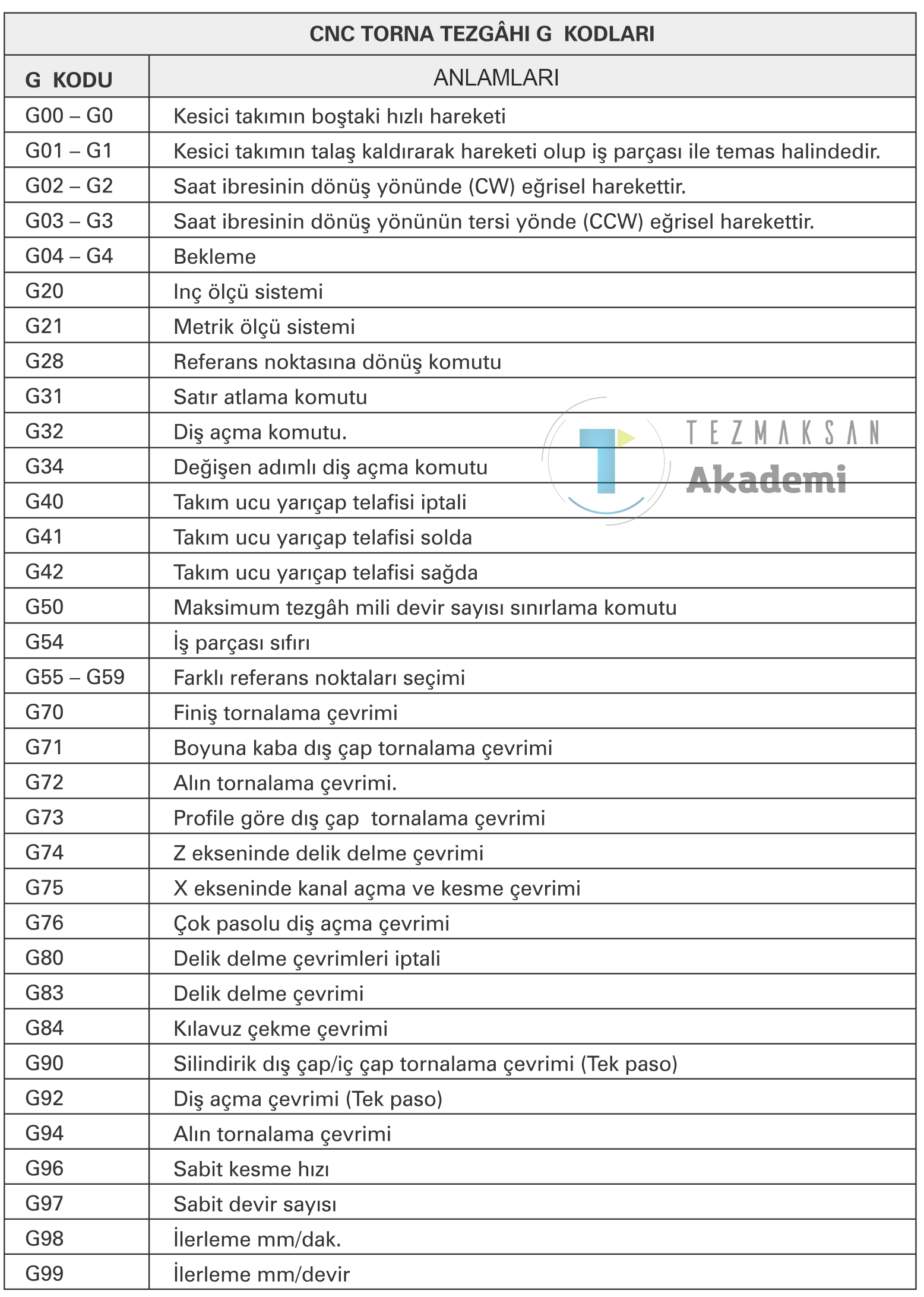
Cnc Torna Tezgahi G Kodlari Tezmaksan Akademi Egitim Notlari

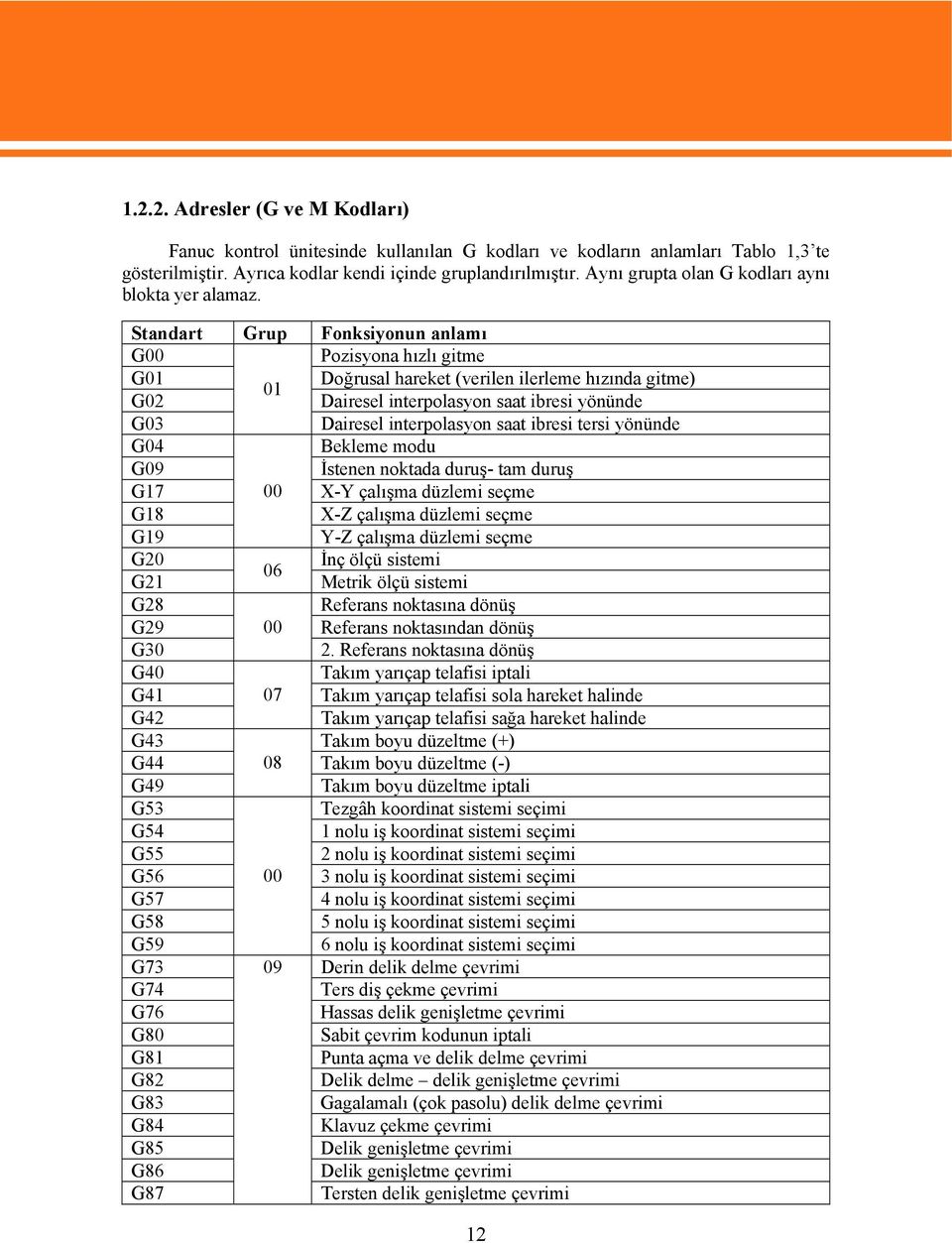
Fanuc Cnc G Kodlari Ve Anlamlari
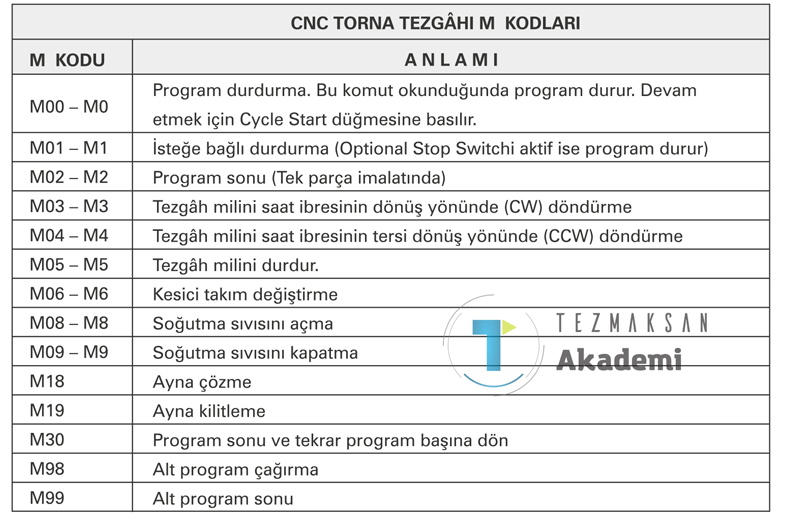
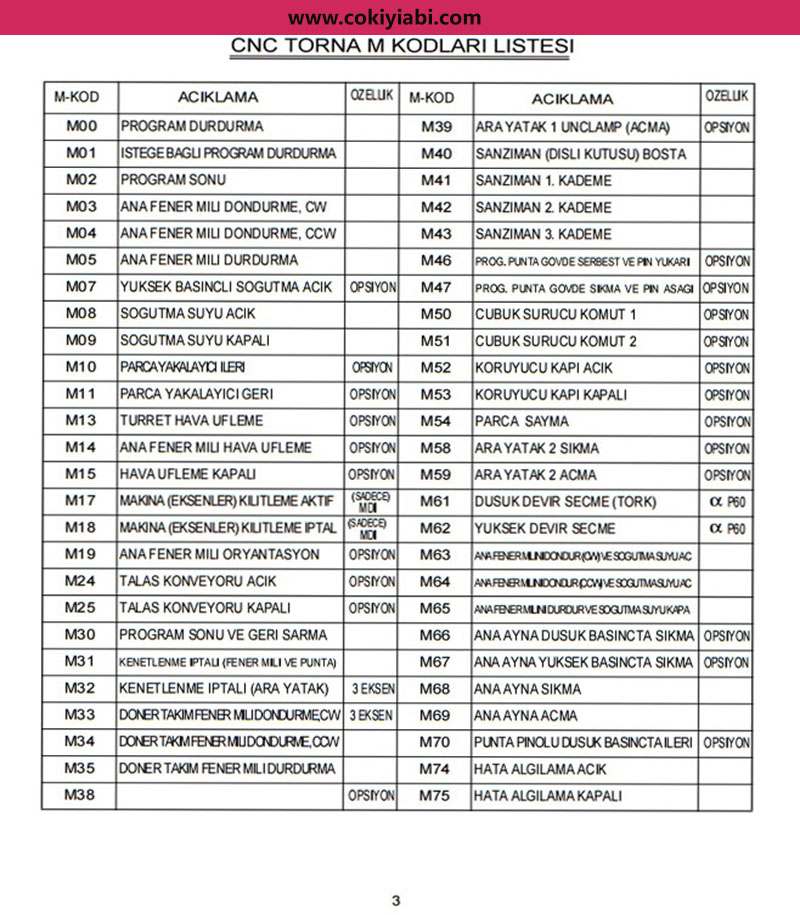
Cnc Torna Tezgahi M Kodlari Tezmaksan Akademi Egitim Notlari
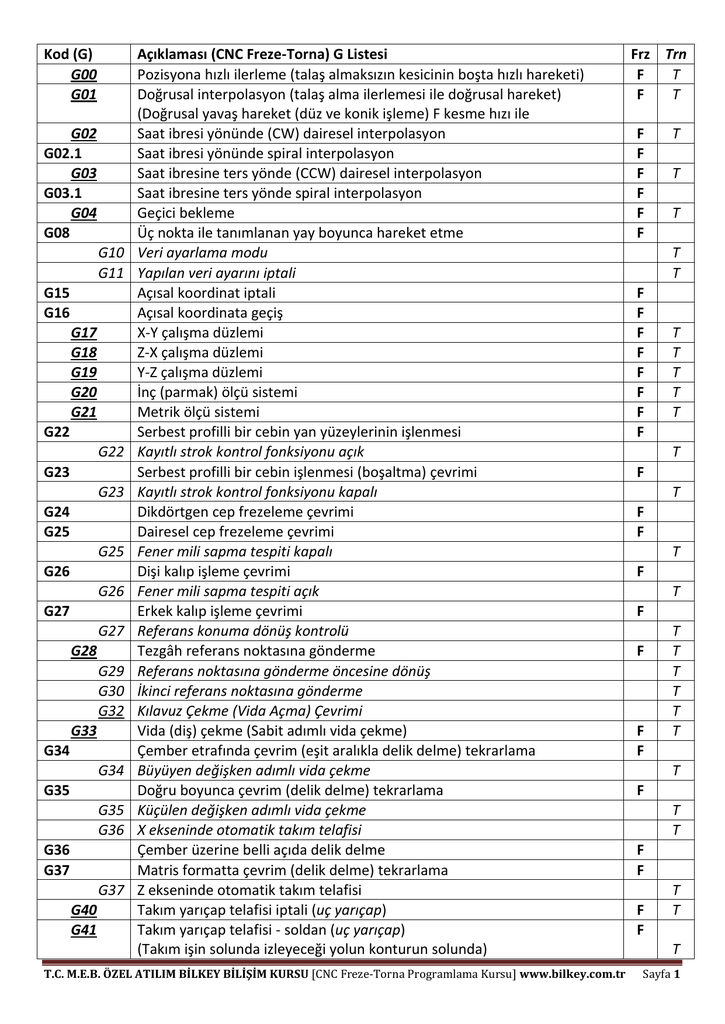
Bilkey Cnc Torna Freze Programlama Kursu G Ve M Kodlari Listesi
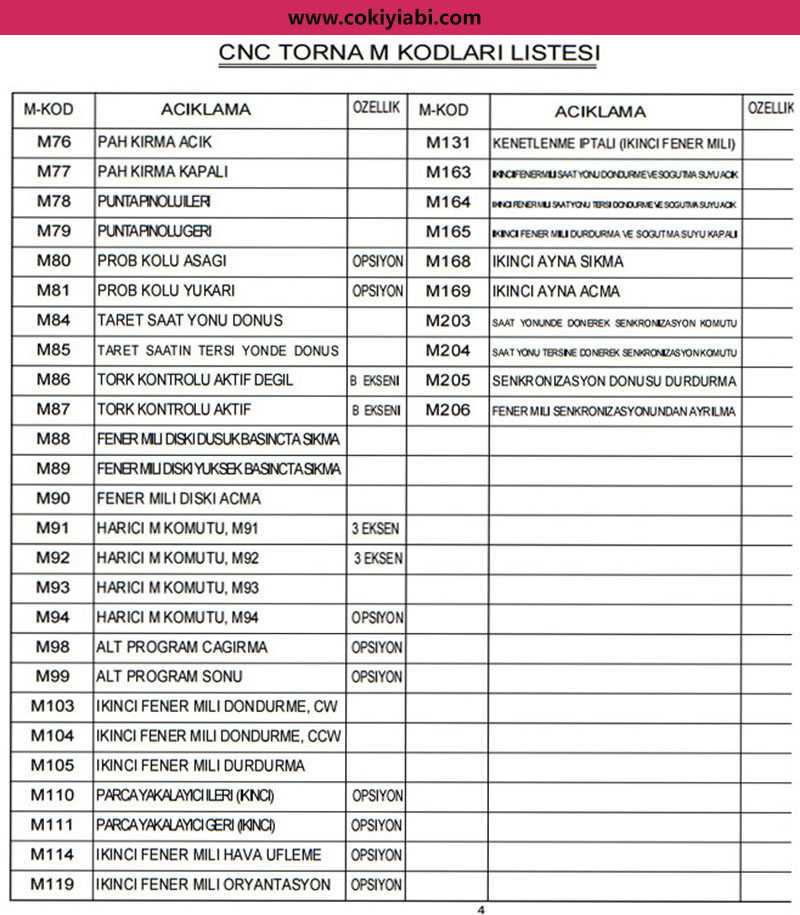
Cnc Torna M Kodlari Ve Anlamlari En Guzel Sozler Ve Mesajlar

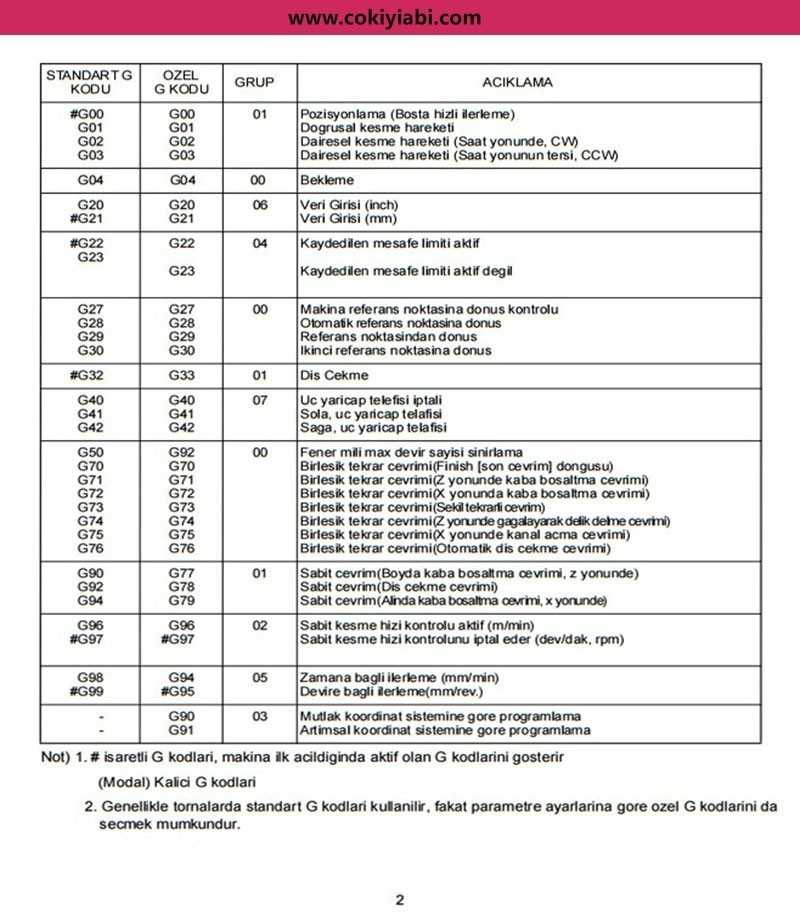
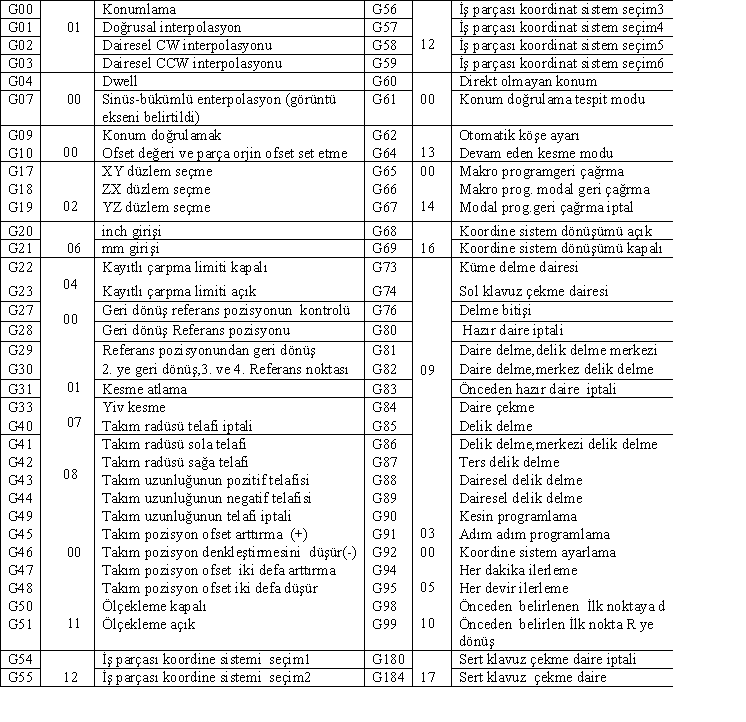
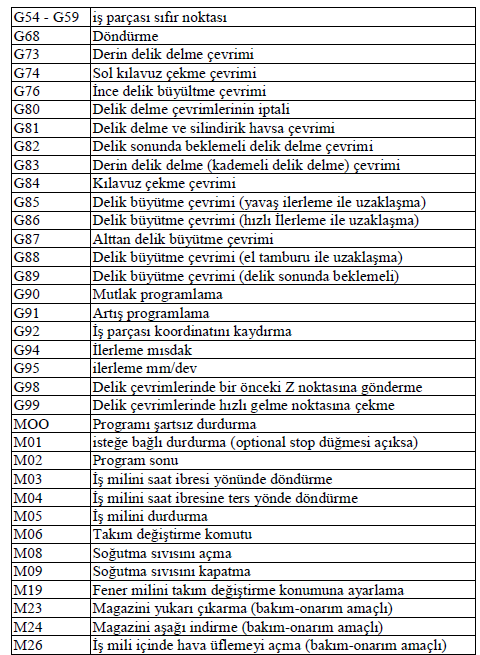
G kodları devamında seyreden numaralar ile birlikte farklı farklı fonksiyonel işlevliğe sahiptir bazı komutlar sadece birkaç parametre ile kullanılırken bazı komutlar için 3 5 veya daha fazla parametre gerekebilmektedir.
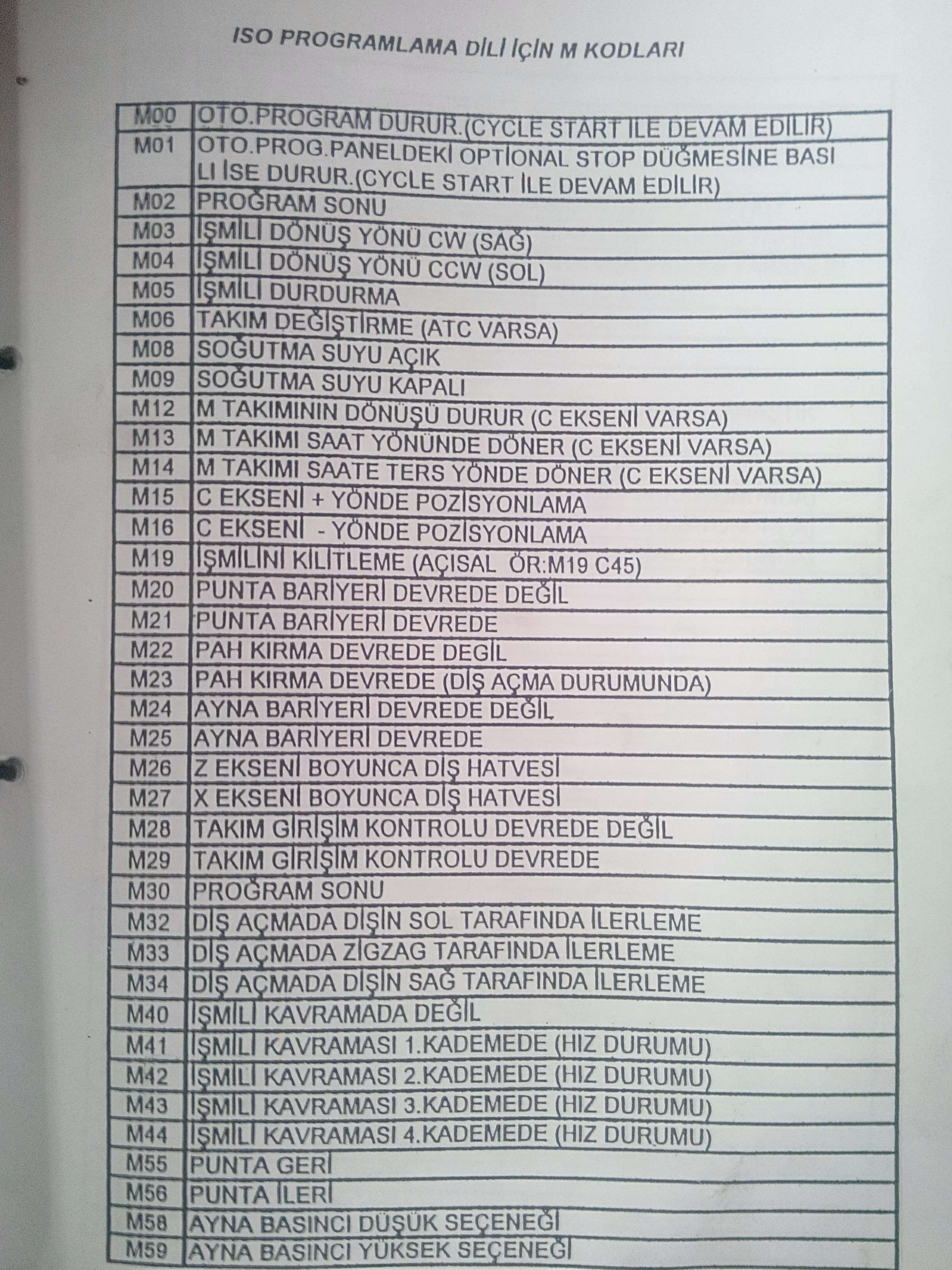
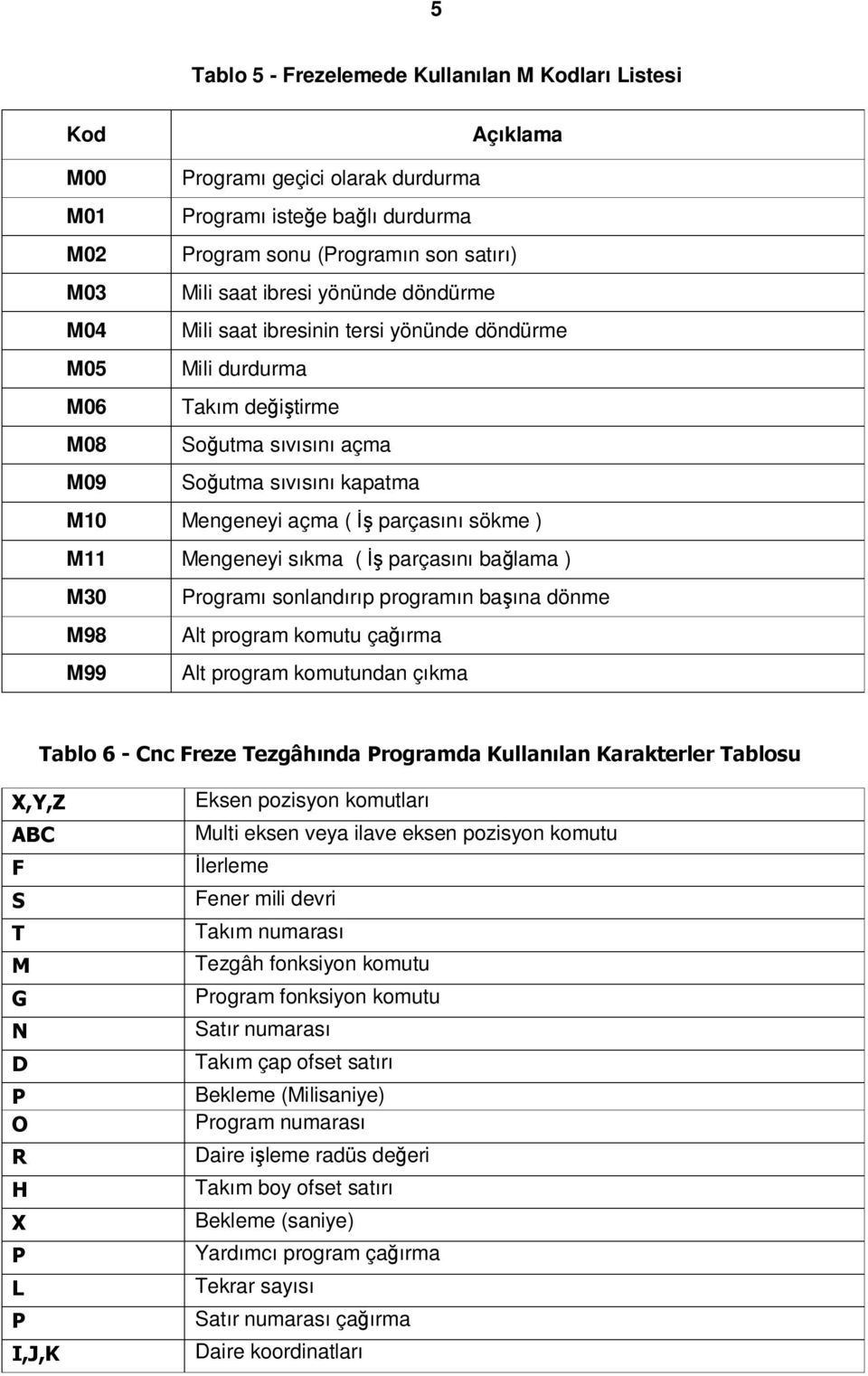
Cnc freze g ve m kodları. Goo go boşta hızlı ilerleme kesici takımın talaş kaldırmadan boştaki hızlı hareketi. Cnc freze g ve m kodlari fanuc hazirlayici fonksiyon kodlari g kodu g00 hızlı doğrusal hareket. Iş milini m4 yönünde döndürürken soğutma suyunu açar. Cnc torna tezgahı m kodları mnn m kodları cnc torna programlarının yazımında kullanılan yardımcı fonksiyon kodlarıdır.
Delik derinliği r. G03 saatin tersi dönüş yönünde dairesel hareket. Cnc freze g kodları. T1 m6 1 nolu takımı çağırır.
Delik dibindeki bekleme zamanı. Dayresel enterpolasyon saat istikametinde g3. Cnc torna ve freze g kodları. Programın sonuna konur ve m2 gibidir.
G17 g40 g49 g80. Cnc işleme merkezi tezgahları için programlamada kullanılan m ve g kodları ve anlamlarını buradan inceleyebilirsiniz. M harfi ve bunu takip eden 2 haneli rakamlardan oluşur. Cnc torna örnek.
Delik pozisyonu verileri z. G74 sol kilavuz çekme çevrimi çevrimin açıklaması g74 x. Delik pozisyonu verileri z. Iş milini m3 yönünde döndürürken soğutma suyunu açar.
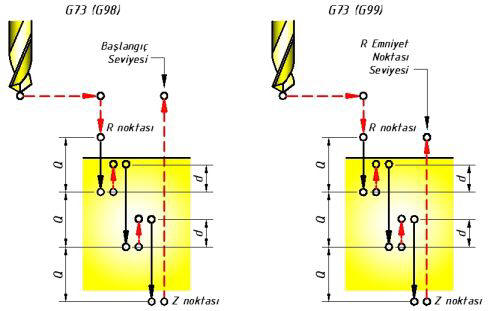
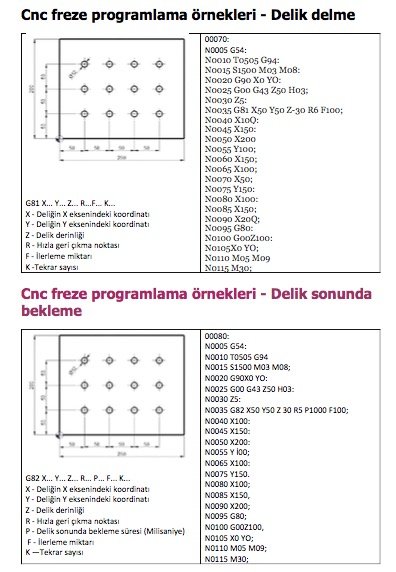
G00 g99 arasında numaralandırılan g kodları talaş kaldırma işlemlerinde cncprogramlarının yazımında en önemli kodların başında gelmektedir. G73 x20 y15 z 30 r5 q5 f50. Delik dibindeki bekleme zamanı. Cnc torna tezgahı g kodları.
Tornada vida çekme g92 ve g76 cnc torna örnek program delik delme ve delik büyütme cnc torna örnek program çoklu talaş kaldırma çevrimi örnek cnc örnek programlar profil tornalama çevrimi kodu kullanımı punta deliği delme örnek cnc programlar g ve m kodları örnek uygulamalar ve alıştırmalar pdf dosyası. T2 m6 2 nolu takımı çağırır. Dayresel enterpolasyon saat istikametinin tersinde g4. Cnc torna programlamada kullanılan g ve m kodları.
Pozisiyon kontrolü yapmadan hareket eder kalıp işlemek için uygundur. Bu kodlar kesme işlemini kolaylaştıran kodlar olup aynı satırda iki m kodu kullanılmaz. G01 istenilen ilerleme hızında doğrusal hareket. çevrimin açıklaması g74 x y z r p f k.
G02 saatin dönüş yönünde dairesel hareket. Nokta dan nokta ya hızlı hareket tekrarlanması gereken g8. G17 g40 g49 g80. Emniyet noktası mesafesi p.
Delik derinliği r.
Cnc Torna M Kodlari Ve Anlamlari En Guzel Sozler Ve Mesajlar
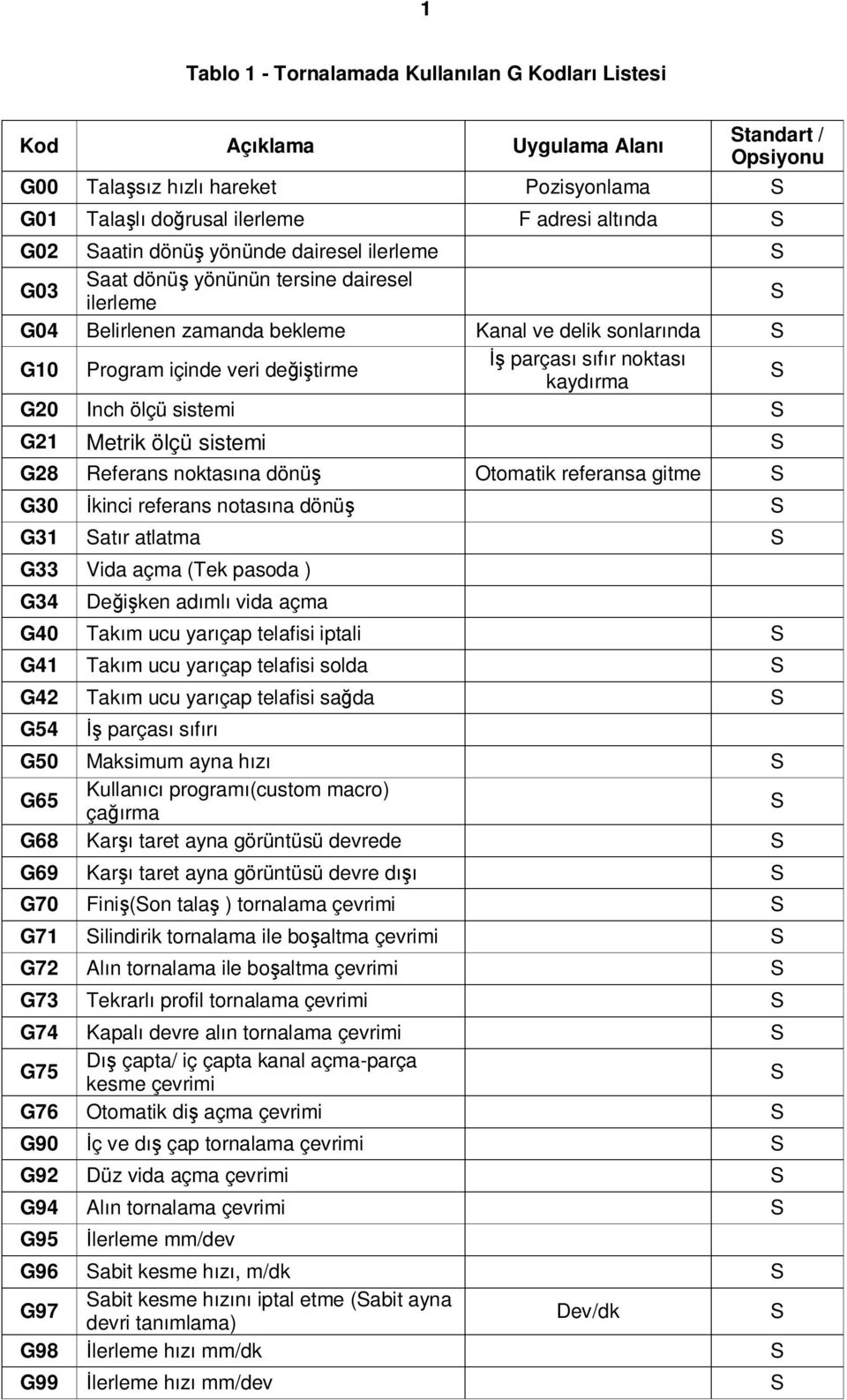
Tablo 1 Tornalamada Kullanilan G Kodlari Listesi Pdf Ucretsiz Indirin
Cnc Torna G Kodlari Ve Anlamlari En Guzel Sozler Ve Mesajlar

Cnc Fanuc Kontrol Unitesi G Kodlari
Cnc Kodlari Cnc G Kodlari Cnc M Kodlari Cnc Cevrim Kodlari Cnc Ornek Programlar Bilyali Vidali Mil Cnc Freze Satilik Freze Torna Servisleri Matkap Freze Servisleri Sutunlu Matkap Tezgahi Servisleri Matkap Tezgahi

Cnc Freze Kodlari Yonetilen Bilgisayarlar

Cnc Torna Yardim Ve Bilgi Home Facebook
Cnc Torna Okuma M Kodlari Ve Aciklamalari En Guzel Sozler Ve Mesajlar
Http Personel Klu Edu Tr Dosyalar Kullanicilar Pasa Yaman Dosyalar Dosya Ve Belgeler Cnc Dik Islem Merkezi Foy Pdf
Tablo 1 Tornalamada Kullanilan G Kodlari Listesi Pdf Ucretsiz Indirin
Gsk983ma

Cnc Icin 30 Fikir Cnc Torna Guzel Soz

Cnc Programlama Rehberi Puma Pdf Ucretsiz Indirin

Cnc Torna Programlamada Kullanilan G Ve M Kodlari Tezmaksan Makina

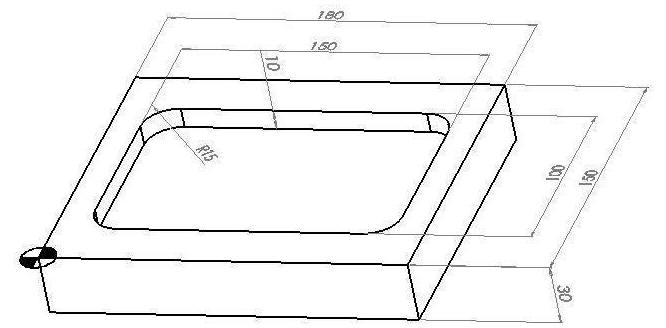
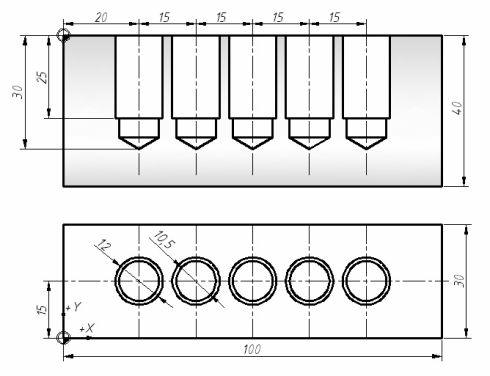
Fanuc Cnc Torna Cevrimleri M Ve G Kodlari Cnc Program X Z Eksenleri Yanda Verilen Is Parcasinin Cnc Frezede Programini Yazalim Derinlik 5 Mm Olarak Alinacaktir T01 10 Mm Parmak Freze Cakisi
Cnc Ornek Programlar Ve Alistirmalar Makine Egitimi

Cnc Programlama Rehberi Puma Pdf Ucretsiz Indirin
Http Personel Klu Edu Tr Dosyalar Kullanicilar Kamilferatoglu Dosyalar Dosya Ve Belgeler Cnc Deney Foyu V6 Pdf

Cnc Kod

Cnc Isleme Merkezi Tezgahlari Icin M Ve G Kodlari Tezmaksan Makina

Cnc Kontrol Uni Tesi Ve Kodlar
Pdf 3 Eksenli Cnc Islem Tezgahi Tasarimi Ve Kontrolu
Cnc Torna Tezgahlarinin Programlanmasi Pdf Free Download

Cnc Freze G82 Cevrimi Beklemeli Delik Delme Cevrimi Cncforum Net

Cnc Kodlari Cnc G Kodlari Cnc M Kodlari Cnc Cevrim Kodlari Cnc Ornek Programlar Bilyali Vidali Mil Cnc Freze Satilik Freze Torna Servisleri Matkap Freze Servisleri Sutunlu Matkap Tezgahi Servisleri Matkap Tezgahi
Cnc Torna Okuma M Kodlari Ve Aciklamalari En Guzel Sozler Ve Mesajlar

Cnc Kodlari Cnc G Kodlari Cnc M Kodlari Cnc Cevrim Kodlari Cnc Ornek Programlar Bilyali Vidali Mil Cnc Freze Satilik Freze Torna Servisleri Matkap Freze Servisleri Sutunlu Matkap Tezgahi Servisleri Matkap Tezgahi

Fanuc Cnc Torna Cevrimleri M Ve G Kodlari Cnc Program X Z Eksenleri Posts Facebook

Cnc Egitim G43 G44 G49 Komutu Takim Telafisi Ve Iptali Cncforum Net
Kisa Program Yazma Mdi Pdf Ucretsiz Indirin
Http Adanaeml Meb K12 Tr Meb Iys Dosyalar 01 01 111715 Dosyalar 2018 10 07195312 Cnc Programlama Pdf

Cnc Freze Programlama Ornekleri Makine Egitimi
Cnc Pratik Bilgiler Mobile Application Mobiroller Appstore

Taiwan Takisawa Nex 115 Cnc Torna Tezgahlari Kullanma Kilavuzu Sayfa 8 Ekilavuz Com
Http Personel Klu Edu Tr Dosyalar Kullanicilar Pasa Yaman Dosyalar Dosya Ve Belgeler Cnc Dik Islem Merkezi Foy Pdf
Cnc Kodlari Cnc G Kodlari Cnc M Kodlari Cnc Cevrim Kodlari Cnc Ornek Programlar Bilyali Vidali Mil Cnc Freze Satilik Freze Torna Servisleri Matkap Freze Servisleri Sutunlu Matkap Tezgahi Servisleri Matkap Tezgahi
802dsl Torna Tr Spinner Cnc Taka M Tezgahlara Fabrikasa

Cnc Ders Notu
Tablo 1 Tornalamada Kullanilan G Kodlari Listesi Pdf Ucretsiz Indirin

Cnc Torna Tezgahlari
Http Adanaeml Meb K12 Tr Meb Iys Dosyalar 01 01 111715 Dosyalar 2018 10 07195312 Cnc Programlama Pdf

Anka Cnc Torna Ve Freze Notlari

Cnc Freze G84 Cevrimi Kilavuz Dis Cekme Cncforum Net

Kod G Aiklamasi G00 Pozisyona H F T G01 F T M E B Zel Atilim Bilkey Bilisim Kursu Cnc Freze Torna Programlama Kursu Sayfa 2 G42 Takim Yariap Telafisi Sagdan
Cnc Kodlari Cnc G Kodlari Cnc M Kodlari Cnc Cevrim Kodlari Cnc Ornek Programlar Bilyali Vidali Mil Cnc Freze Satilik Freze Torna Servisleri Matkap Freze Servisleri Sutunlu Matkap Tezgahi Servisleri Matkap Tezgahi
Cnc Kodlari Cnc G Kodlari Cnc M Kodlari Cnc Cevrim Kodlari Cnc Ornek Programlar Bilyali Vidali Mil Cnc Freze Satilik Freze Torna Servisleri Matkap Freze Servisleri Sutunlu Matkap Tezgahi Servisleri Matkap Tezgahi
Https Dergipark Org Tr Tr Download Article File 588817

5 Eksen Freze Cnc Kontrol Paneli

Cnc Takim Tezgahlari Notlar

G Kodu Nedir G Code Cnc Ve 3d Yazici Kod Ornegi Hayal Et Ve Yap
Kisa Program Yazma Mdi Pdf Ucretsiz Indirin
Http Img Eba Gov Tr 803 4c0 266 F88 D92 374 3dc 91d 17c 023 9d8 3ad C63 848 001 8034c0266f88d923743dc91d17c0239d83adc63848001 Pdf
Http Personel Klu Edu Tr Dosyalar Kullanicilar Pasa Yaman Dosyalar Dosya Ve Belgeler Cnc Dik Islem Merkezi Foy Pdf

Cnc Torna Programlamada Kullanilan G Ve M Kodlari Tezmaksan Makina

Dmc Dmc 8tbm Cnc Torna Tezgahlari Kullanma Kilavuzu Sayfa 14 Ekilavuz Com
Cnc Torna Tezgahlari

Cnc Kodlari Cnc G Kodlari Cnc M Kodlari Cnc Cevrim Kodlari Cnc Ornek Programlar Bilyali Vidali Mil Cnc Freze Satilik Freze Torna Servisleri Matkap Freze Servisleri Sutunlu Matkap Tezgahi Servisleri Matkap Tezgahi
Http Adanaeml Meb K12 Tr Meb Iys Dosyalar 01 01 111715 Dosyalar 2018 10 07195312 Cnc Programlama Pdf

Cnc Freze G85 Cevrimi Delik Genisletme Ve Raybalama Cncforum Net
Https Www Haascnc Com Content Dam Haascnc Additional Languages Tr Tr Service Manual Operator Turkish Mill Operator S Manual 2015 Pdf

G Kodu Nedir G Code Cnc Ve 3d Yazici Kod Ornegi Hayal Et Ve Yap
Pdf Cnc Parca Programlama Teknigiyle Pulluk Aktif Yuzeyinin Olusturulmasi

Cnc Pratik Bilgiler For Android Apk Download
Http Personel Klu Edu Tr Dosyalar Kullanicilar Pasa Yaman Dosyalar Dosya Ve Belgeler Cnc Dik Islem Merkezi Foy Pdf
T C Milli Egitim Bakanligi Pdf Ucretsiz Indirin
Https Www Beykent Edu Tr Docs Default Source Announcements Mmf Laboratuvar Malzemeleri Al C4 B1m C4 B1 C4 B0hale C4 B0lan C4 B1 Endustri Muhendisligi Teknik Sartnamesi Pdf Sfvrsn C4082876 2
Cnc Torna Tezgahlari

Makine Teknolojisi Kaynak Ve Yardim Sitesi

Cnc Icin 30 Fikir Cnc Torna Guzel Soz

Xc709d 3 6 Eksen Usb Cnc Kontrol Sistemi Fanuc G Kod Destegi Cevrimdisi Freze Delme Dokunarak Sondaj Besleme Ingilizce Ve Cince Cnc Kontrolor Aliexpress

Siemens Cnc Freze Cycle 81 Aciklama Ve Ornekler Cncforum Net
Cnc Kodlari Cnc G Kodlari Cnc M Kodlari Cnc Cevrim Kodlari Cnc Ornek Programlar Bilyali Vidali Mil Cnc Freze Satilik Freze Torna Servisleri Matkap Freze Servisleri Sutunlu Matkap Tezgahi Servisleri Matkap Tezgahi
Http Www Megep Meb Gov Tr Mte Program Modul Moduller Pdf Cnc 20frezede 20programlama Pdf
Https Avesis Erciyes Edu Tr Dosya Id 531256be 9151 45fc B1bd 2c672cd54305

Cnc Freze Tezgahlari Icin G Ve M Programlama Android Icin Apk Indir
Https Www Beykent Edu Tr Docs Default Source Announcements Mmf Laboratuvar Malzemeleri Al C4 B1m C4 B1 C4 B0hale C4 B0lan C4 B1 Endustri Muhendisligi Teknik Sartnamesi Pdf Sfvrsn C4082876 2

Cnc Freze Ve Parca Programlama
Bilkey Cnc Torna Freze Programlama Kursu G Ve M Kodlari Listesi

Cnc Freze Alt Program Olusturma Ve Aktarma

4 Eksenli Cnc Kontrolor Usb Mpg Mach3 Degistirin Kontrol Standi Yalniz Gravur Freze Router Step Servo
Https Www Bilkey Com Tr Online Kurs Kurtkoy Cnc Cnc Torna Ders Notlari Pendik Pdf

Pdf Determining Optimal Slope Angle Of The Conical Surfaces That Machined On A 3 Axis Cnc Milling Machine

Cnc Kontrol Uni Tesi Ve Kodlar
Http Dspace Yildiz Edu Tr Xmlui Bitstream Handle 1 10138 0028155 Pdf Sequence 1 Isallowed Y

Gumushane Universitesi Muhendislik Fakultesi Makine Muhendisligi Ppt Indir
Http Abs Mehmetakif Edu Tr Upload 0186 1907 Dosya Pdf
Cnc Torna Hakkinda Hersey Ve Kitapcigi En Guzel Sozler Ve Mesajlar
Https Dergipark Org Tr Tr Download Article File 384682
Https Www Vatancnc Com Tr Web Content 27121 Unique 83cdda8aed39a286feec8eadc31fcdf8dafc8c52

Cnc Freze Programlamaya Giris Cnc Freze Program Ornegi Youtube
Http Jestech Karabuk Edu Tr Arsiv 1302 0056 2001 Cilt 284 29 Sayi 283 4 29 15 22 Pdf
Https Support Industry Siemens Com Cs Attachments 109481513 Bhdsl 1015 Tr Tr Pdf
Cnc Sinumerik Siemens Egitim Notlari
